Устройство и виды полуавтоматов, критерии при покупке

Сварочный полуавтомат избавляет сварщика от ручной подачи электрода и процедуры его замены в держателе. В этом виде оборудования в качестве электрода используется специальная проволока, автоматически поступающая в зону сварки. Специалист должен только установить нужную подачу, а затем, удерживая необходимое расстояние до поверхности металла, осуществлять продольное движение вдоль свариваемого стыка.
Полуавтоматическая сварка не требует очень высокой квалификации, а расходные материалы для нее унифицированы и доступны по цене. По этой причине такие аппараты массово используются как в промышленном производстве, так и на небольших ремонтных и сервисных предприятиях. Популярны они также у индивидуальных предпринимателей и домашних мастеров, т. к. приобрести подобный полуавтомат для дома, дачи или гаража не составляет никакого труда. Для этого всего лишь нужно разобраться в основах этого вида сварки, определиться в своих технологических потребностях и финансовых возможностях, а затем сделать выбор подходящей модели.
Оглавление
- 1 Устройство полуавтомата
- 2 Принцип действия полуавтомата
- 3 Виды сварочных полуавтоматов
- 4 Главные отличия сварочных полуавтоматов от других аппаратов
- 5 Основные режимы полуавтоматической сварки
- 6 Разница сварки с газом и без него
- 7 Важные критерии и характеристики при выборе сварочного полуавтомата
- 8 Лучшие дешевые полуавтоматы
- 9 Лучшие дорогие полуавтоматы
Устройство полуавтомата
Устройство сварочного полуавтомата и его состав практически не зависят от назначения и сферы применения. Основные компоненты, входящие в состав такого оборудования:
- источник питания с блоком управления, панелью индикации и органами ручной настройки;
- кабель-шланг для подачи проволоки, газа и тока в зону сварки (сварочный рукав) и кабель для подсоединения к «массе»;
- сварочная горелка;
- устройство автоматической подачи сварочной проволоки;
- емкость с инертным или активным газом и газовое оборудование к ней.
 Рисунок 1 — Сварочный полуавтомат
Рисунок 1 — Сварочный полуавтомат

Кроме того, продавцы сварочной техники предлагают различные дополнительные устройства для полуавтоматической дуговой сварки, в том числе размоточные приспособления, оснастку для сварки трубопроводов, стойки для рукавов, защитные экраны, вытяжки и многое другое.
Источники питания
Полуавтоматы, в основном, предназначены для работы на постоянном токе, поэтому в качестве источников питания в них используются либо выпрямители, либо инверторы. Первые относительно дешевы, но имеют значительные габариты, ограниченные возможности по регулировке тока и проблемы с его пульсациями. Инверторные источники значительно дороже, но лишены всех этих недостатков. Они позволяют получать на выходе формы и уровни сварочных токов для различных режимов и конкретных типов металлов и сплавов, а также оснащены автоматической регулировкой индуктивности.
Только инверторы могут формировать переменный ток с балансом полярности, который необходим при сварке сплавов алюминия и магния.
Сварочный рукав
Сварочный рукав (кабель-шланг) служит для подачи в зону сварки защитного газа, присадочной проволоки, тока и охлаждающей жидкости. Одним концом он присоединяется к самому полуавтомату, а вторым — к горелке. Сварочный рукав представляет собой гибкий шланг, внутри которого по центру расположен канал подачи сварочной проволоки, а вокруг него — трубки для защитного газа и охлаждающей воды (только в некоторых устройствах), а также жилы силового кабеля и провода системы управления.

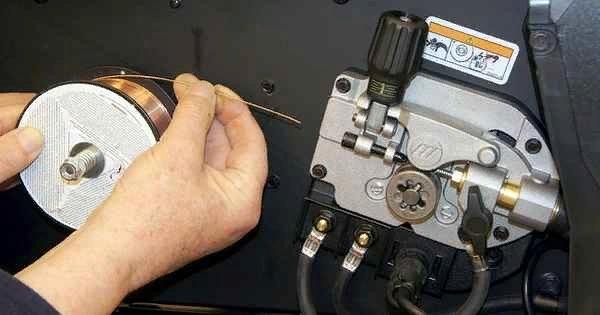
На рисунке (см. выше) показан унифицированный «евроразъем» для подключения такого кабеля-шланга. Большой штуцер (закрыт заглушкой) — это выход сварочной проволоки, малый (справа от него) — подача газа. Два небольших контакта сверху — для управления переключениями режимов. К плоской нижней части разъема подключены силовые провода для подачи сварочного тока, а к резьбовому фиксатору — заземление.
К сварочным рукавам предъявляются очень высокие эксплуатационные требования. Поэтому они достаточно дороги, кроме того, их длина влияет на стоимость комплекта оборудования. Но, с другой стороны, длина кабель-шланга определяет технические возможности полуавтомата при работе в условиях сложного доступа к месту выполнения работ.
Горелка
Горелка сварочного полуавтомата — это рабочий инструмент сварщика, с помощью которого он непосредственно осуществляет процесс сварки. Горелка подсоединяется к кабель-шлангу и таким образом в нее выводятся все трубки, каналы и провода, идущие от основного блока сварочного полуавтомата. Базовые компоненты горелки — рукоятка и направляющая трубка (см. рис. ниже). На рукоятке расположен переключатель режимов сварки, а на конце направляющей трубки монтируется рассеиватель газа, контактный наконечник (через него проходит проволока) и сопло.

По принципу работы с движущейся проволокой горелки делятся на три типа:
- Предназначенные для толкающих механизмов. Горелка не имеет собственного привода, поступательное движение обеспечивает механизм, расположенный в основном блоке полуавтомата.
- Приводные. В рукоятку горелки встроен двигатель, тянущий проволоку. Конструкция и принцип работы такого привода подобны механизму на основном блоке.
- Комбинированные («тяни-толкай»). При работе используется как толкающий механизм на полуавтомате, так и тянущий на горелке.
Контактный наконечник — это сменный элемент, который должен точно соответствовать диаметру проходящей через него проволоки. Также сменным компонентом является сопло, которые выбирается в зависимости от размера наконечника и режима сварки.
Подача проволоки
Сварочная проволока поставляется в виде бобин различного размера и бухт, с медным покрытием и без него. Устройство подачи проволоки сварочных полуавтоматов состоит из блока установки бобины с механическим стабилизатором размотки и роликового подающего механизма. На ведущие ролики нанесены канавки, соответствующие диаметру проволоки. Вращение механизма подачи осуществляется электродвигателем, управляемым контроллером полуавтомата. Прижим и натяжение проволоки регулируются вручную (см. на рис. ниже черную рукоятку справа вверху).
Подающие механизмы бывают двух типов: с двумя роликами (ведущий и прижимной) и с четырьмя роликами. Последние разработаны для использования с мягкими и порошковыми проволоками.
Принцип действия полуавтомата
При выполнении дуговой сварки на полуавтоматах в роли плавящегося электрода выступает сварочная проволока, непрерывно поступающая в зону сварочного шва (см. рис. ниже). Удержание длины дуги и перемещение горелки вдоль стыка металла выполняется вручную (на рисунке — слева направо). При сварке в средах углекислого и инертных газов величина их расхода устанавливается на газовой аппаратуре, а включение и выключение осуществляется клапаном полуавтомата.
На выходе из горелки проволока проходит через плотное отверстие в контактном наконечнике, на который по проводам, уложенным в кабель-шланге, подается сварочный ток. В результате между ее кончиком и свариваемой деталью возникает дуга, металл проволоки плавится, и образуется сварочная ванна (см. рис. ниже), которая перемещается вместе с движением горелки, оставляя за собой остывающий сварочный шов.

Сопло служит для формирования облака защитного газа необходимой формы и плотности, который поступает в него через рассеиватель, расположенный в месте крепления контактного наконечника.
Виды сварочных полуавтоматов
Основными классифицирующими признаками сварочных полуавтоматов являются их конструктивное исполнение и тип источника тока, а дополнительными — способ подачи проволоки, вид охлаждения, питающие напряжение, наличие вспомогательных функций и прочие. Кроме того, существует разделение аппаратов по виду газовой среды: работа с инертным газом, с активным газом (углекислотный полуавтомат) и универсальные многофункциональные.
Конструктивно сварочные полуавтоматы производятся в однокорпусном и двухкорпусном исполнениях. В первом случае внутри одного моноблока находятся источник питания, газовый клапан и механизм подачи проволоки. Во втором случае эти последние два вынесены в отдельное устройство, к которому подключается кабель-шланг. Однокорпусные аппараты выпускают с внутренним и внешним размещением бобины с проволокой.

Источники питания сварочных полуавтоматов бывают двух видов: выпрямители и инверторы. Первые более просты в обслуживании и довольно дешевы, но при этом выдают постоянный ток со значительными пульсациями, имеют низкий КПД и большую массу. Сварочные полуавтоматы инверторного типа лишены всех этих недостатков. При этом они могут выдавать практически все видов сварочных токов, в том числе работать в импульсном режиме.
Главные отличия сварочных полуавтоматов от других аппаратов
Основные классифицирующие признаки различных технологий электродуговой сварки — это типы источника тока, электродов и защитной среды, а также степень автоматизации сварочного процесса. При этом самыми распространенными являются два вида сварки плавящимися электродами (ручная и полуавтоматическая), а также сварка вольфрамовыми электродами в инертной среде (TIG-сварка).
Сварочные полуавтоматы отличаются от аппаратов, применяемых при других видах сварки, тем, что в них не используются в качестве источников сварочного тока трансформаторы — только выпрямители и инверторы. Они обеспечивают высокую производительность и качество сварки, поскольку сварочный процесс идет непрерывно с одними и теми же параметрами, без замены электродов и повторного поджига дуги.

Кроме того, сварочные полуавтоматы и технология их использования характеризуются:
- отсутствием необходимости прокалки или просушки электродов;
- возможностью создания длинных непрерывных швов;
- автоматическим регулированием скорости подачи проволоки в зависимости от параметров дуги;
- неизменяющимся расстоянием между электродом и поверхностью металла;
- чистотой сварочного процесса;
- высоким физико-химическим качеством сварочного шва.
Использование в сварочных полуавтоматах в качестве источника тока инверторов значительно увеличивает их производительность и технологические возможности. При этом в простых аппаратах для неответственных работ до сих пор находят применение и выпрямители, которые отличаются от инверторов более низкой стоимостью, худшим качеством тока, а также массой и габаритами.
Основные режимы полуавтоматической сварки
Дуговая сварка полуавтоматом с использованием стальной проволоки выполняется током обратной полярности (плюс на электрод). Это связано с тем, что в плазме дуги поток электронов направлен от катода (в данном случае детали) к аноду (электроду), который по этой причине разогревается сильнее, чем катод. Но при использовании порошковой проволоки необходимо применять прямое включение (минус на электрод), что связано с ее особыми физико-химическими свойствами.

В сварочных полуавтоматах реализована обратная связь «сила тока — скорость подачи проволоки», с помощью которой и реализуется полуавтоматический режим. Сварщику только остается удерживать дугу нужного качества и вести горелку вдоль стыка металла, а скорость проволоки будет меняться в соответствии с величиной тока.
Сварочные инверторы дают возможность применять импульсный режим полуавтоматической сварки, который обеспечивает более высокую производительность и лучшее качество.
Разница сварки с газом и без него
В случае отсутствия газового оборудования или невозможности создания защитной газовой среды на месте сварочных работ применяется технология сварки порошковой проволокой, позволяющая использовать сварочный полуавтомат без газа. Этот вид проволоки представляет собой тонкостенные трубки (см. рис. ниже), внутреннее пространство которых заполнено сварочными флюсами различных типов.
Порошковая проволока заметно дороже обычной, более капризна в механизмах подачи (из-за своей мягкости), выделяет большое количество паров и дыма, а швы, сваренные с ее применением, имеют склонность к пористости. Ее неоспоримым преимуществом является то, что с помощью этой проволоки можно вести сварку на открытом воздухе и даже в условиях ветра. Кроме того, она обеспечивает минимальное разбрызгивание металла, пригодна для сварки загрязненных поверхностей и имеет более высокую производительность наплавки.
Важные критерии и характеристики при выборе сварочного полуавтомата
Для того чтобы выбрать подходящий сварочный аппарат, в первую очередь следует определиться с тем, какие виды сварочных работ предполагается выполнять и в каких условиях он будет эксплуатироваться. Пользователи этого оборудования делят его на три условные категории:
- Бытовые. Пригодны для использования в домашних условиях, а также на дачах и в гаражах.
- Для малых производств. Применяются в небольших мастерских, ремонтных предприятиях и автосервисах.
- Промышленные. Предназначены для работы на крупных производственных предприятиях.
Кроме входного напряжения, основным различителем этих групп оборудования является мощность сварочной установки, от которой напрямую зависит максимальная величина сварочного тока. В свою очередь этот параметр определяет такие технические характеристики полуавтомата, как скорость сварки, диаметр проволоки, толщину свариваемого металла, а также его массу и размеры.

При выборе подходящей модели очень важно обратить внимание на ее технические особенности и дополнительные возможности. К примеру, возможность работы обычными электродами без газа (ММА) позволяет использовать полуавтоматический режим только в необходимых случаях, что ведет к общему снижению расхода углекислоты при сварке объемных изделий. Ниже приведена таблица основных технических и эксплуатационных показателей всех трех групп оборудования.
| № | Наименование | Бытовые | Для малых производств | Промышленные |
|---|---|---|---|---|
| 1 | Входное напряжение (В) | 220 | 220 | 380 |
| 2 | Мощность (кВт) | 3 | 4÷5 | 8-10 |
| 3 | Источник сварочного тока | инвертор | инвертор | выпрямитель |
| 4 | Диапазон сварочного тока (max/min) | 20÷120 | 10÷250 | 50÷400 |
| 5 | Напряжение холостого хода | 30÷40 | 50÷60 | 80÷90 |
| 6 | Степень защиты | IP21, IP22 | IP22 | IP22, IP23 |
| 7 | Диаметр проволоки | 0.6÷1.0 | 0.6÷1.2 | 0.8÷2 |
| 8 | Продолжительность включения (ПВ, %) | 50 | 70 | 80÷100 |
| 9 | Охлаждение горелки | воздушное | воздушное | водяное |
| 10 | Ручная сварка (ММА) | + | + | + |
| 11 | Сварка без газа | - | + | +/- |
| 12 | Работа на пониженном напряжении (В) | 140-220 | 140-220 | - |
| 13 | Длина кабель-шланга (м) | 2 | 2÷3 | 4÷5 |
| 14 | Вес (кг) | 12÷20 | 25÷40 | >70 |
Некоторые характеристики относятся к условиям эксплуатации, и их тоже важно учитывать при выборе конкретной модели. К примеру, сварочный полуавтомат для гаража эксплуатируется в сухих условиях и на горизонтальных поверхностях, поэтому для него достаточно класса защиты IP-21. Если аппарат используется в условиях небольшой влажности, брызг воды и прочего (например, под навесом на даче), то нужно выбирать модель с защитой IP-22. Чтобы выбрать необходимый рукав для полуавтомата, необходимо определиться, как и где он будет использоваться. При настольном варианте или небольшом весе установки достаточно длины 2÷2.5 м. В остальных случаях, возможно, потребуются большая длина.
При выборе конкретной модели недостаточно только анализа ее характеристик, т. к. большое значение имеют также репутация производителя, близкое расположение гарантийных и сервисных центров и доступность расходных и ремонтных материалов. Хорошим источником информации о самых популярных моделях являются обзоры сварочных полуавтоматов и отзывы пользователей на профильных форумах.
Лучшие дешевые полуавтоматы
Для сварочных полуавтоматов условная граница между бюджетным и средним ценовыми диапазонами и аппаратами высокой ценовой категории лежит на уровне около 25 тыс. руб. Среди самых популярных недорогих моделей нет аппаратов отечественного производства. В этом секторе доминирует продукция российских брендов, изготовленная в КНР, и оборудование китайских компаний. Многие их них присутствуют на рынке не первый десяток лет и за это время смогли завоевать доверие пользователей.

Самые популярные марки — это «Ресанта», Aurora, Wester, «Сварог», «Барс», «Зубр», «Интерскол». На основании отзывов пользователей на профильных форумах и рейтингов лучших сварочных полуавтоматов, размещенных в интернете, был выбран ряд моделей, которые заслуживают особого внимания, а многими называются лучшими в своем ценовом диапазоне. Все аппараты инверторные, с возможностью ручной сварки покрытыми электродами, входное напряжение — 220 В. Порядок расположения — по убыванию цены.
| Наименование | Мощность (кВт) | Сварочный ток | Напряжение холостого хода | Диаметр проволоки | ПН (%) | Вес (кг) | Средняя цена (руб.) |
|---|---|---|---|---|---|---|---|
| Wester MIG-140i | 4.7 | 40÷140 | 55 | 0.6÷0.8 | 60 | 13.4 | 13 500 |
| Fubag Irmig 180 38608 | 7.0 | 30÷180 | 65 | 0.6÷1.0 | 60 | 12 | 20 000 |
| Сварог MIG 160 Real N24001 | 6.0 | 30÷160 | 60 | 0.6÷0.8 | 60 | 13 | 23 500 |
| Aurora Pro Overman 180 Mosfet | 4.7 | 30÷175 | 50 | 0.6÷1.0 | 60 | 21 | 25 500 |
| Ресанта САИПА-165 | 4.8 | 20÷160 | 65 | 0.6÷0.9 | 70 | 13.7 | 27 000 |
Гарантийный срок работы оборудования у оборудования Wester и «Сварог» составляет 60 месяцев, Fubag и Aurora — 24 месяца, «Ресанта» — всего 12 месяцев.
Лучшие дорогие полуавтоматы
В этом ценовом сегменте можно выбрать полуавтомат ведущего мирового бренда, поскольку здесь, в основном, представлено профессиональное и полупрофессиональное сварочное оборудование. Пользуясь источниками российского интернета (обзоры, отзывы, рейтинги, профильные форумы) были выбраны лучшие модели в ценовой категории от 60 000 до 110 000 рублей.
| Наименование | Мощность (кВт) | Сварочный ток | Напряжение холостого хода | Диаметр проволоки | ПН (%) | Вес (кг) | Средняя цена (руб.) |
|---|---|---|---|---|---|---|---|
| Fubag Irmig 250 T | 8 | 30-250 | 79 | 0.6÷1.2 | 40 | 28 | 62 000 |
| ESAB Caddy Mig C200i | 5 | 30÷200 | 60 | 0.6÷1.2 | 45 | 11.5 | 75 000 |
| Bluweld Starmig 200 | 5.5 | 5÷200 | 0.6÷1.2 | 30 | 23 | 80 000 | |
| Кедр 8005048 | 23 | 500 | 75 | 1.0÷1.6 | 100 | 50 | 105 000 |
| Kemppi MinarcMig Evo 200 | 6.2 | 20÷200 | 75 | 0.6÷1.0 | 35 | 13 | 107 000 |
Все перечисленные полуавтоматы способны работать в ручном режиме, а Bluweld Starmig 200 дополнительно имеет функцию аргонодуговой сварки.
В статье не затронут вопрос устройства и принципа работы многофункциональных полуавтоматов «три в одном» с возможностью выполнения аргонодуговой (TIG) сварки. В открытых источниках об этом почти ничего не пишут, поэтому не вполне понятно, насколько работоспособно и практично такое совмещение. Если у вас есть информация по этому вопросу, поделитесь ей в комментариях к этой статье.






