Технология электродуговой металлизации

Электродуговая металлизация представляет собой процедуру послойного нанесения на нагретые изделия металла малой толщины. Высота электродуги при этом минимальна, а расплавленная проволока рассеивается газовым потоком, направленным вдоль оси присадочного материала. Технология разработана еще в 50-х годах XX века и широко используется для предохранения конструкций различного назначения от коррозии.
Оглавление
Суть и назначение технологии электродуговой металлизации
Для выполнения металлизации применяется косвенная электродуга, горящая между токопроводящими проволочными элементами. Металл электрода, нагретый до капельного состояния, распыляется на обрабатываемое изделие струей защитного газа либо сжатого воздуха. По мере расплавления присадки одновременно поступают в область дуги двумя парами роликов.
Антикоррозионная защита способом металлизации характеризуется:
- малыми энергозатратами;
- высокой производительностью и эффективностью расхода распыляемой присадки;
- возможностью создания покрытия толщиной до 15 мм без ограничения по размерам деталей;
- небольшое температурное воздействие на основной материал обрабатываемых изделий;
- надежность, простота обслуживания оборудования;
- возможность полной или частичной автоматизации процесса, создания поточных линий.
Металлизация при помощи электродуги имеет и недостатки:
- ограниченность ассортимента присадочного материала;
- содержание в покрытии большого количества оксидов, снижающих ударную прочность;
- недостаточно высокую прочность сцепления с основным материалом;
- высокую пористость слоев, препятствующую постоянной эксплуатации изделий в подверженных коррозии средах без дополнительной защиты.
Технология процесса обработки металла
Поступление расплавляемых присадочных проволок сечением 1,5–2 мм производится сквозь отверстия в горелке. Между присадочными стержнями возбуждается электродуга, являющаяся причиной их расплавления.
Из сопла, расположенного посередине прибора для металлизации, выходит сжатый воздух, подхватывающий мелкие расплавленные капли металла и переносящий их на обрабатываемую поверхность.
Для распыления и переноса расплава обычно используется сжатый воздух. Если в качестве присадочного материала для электродугового покрытия используется нержавеющая сталь либо алюминиевые сплавы, то применяется азот.
Интенсивность поступления разжиженной присадки при электродуговой металлизации подбирается в соответствии с требуемым режимом дуги, влияющим на расстояние между проволочными элементами.
Электродуговые металлизаторы имеют следующие стандартные режимы работы:
- напряжение – 24–35 В;
- сила тока – 75–200 А;
- давление подаваемого воздуха – 0,5 МПа;
- выработка аппаратов – 30–300 г/мин.
Процесс электродуговой металлизации стабилен при постоянном токе, позволяет создавать напыления с тонкозернистой структурой.
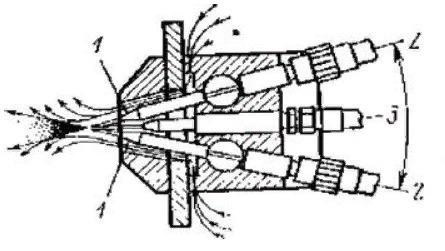
На рисунке указаны основные элементы металлизатора:
- 1 – дюзы;
- 2 – точка проведения присадочного материала;
- 3 – точка выхода сжатого воздуха.
Подлежащая металлизации поверхность предварительно очищается от масел, загрязнений, очагов коррозии. Подготовку крупных изделий выполняют с применением песко- или дробеструйной очистки после предварительного обезжиривания.
Для повышения сцепления временной период между окончанием подготовительных работ и выполнением электродугового покрытия должен составлять не более 120 минут.
Для минимизации температурных напряжений и недопущения перегрева изделий послойная металлизация осуществляется с перерывами для остывания и формирования покрытия.
Металл сначала наносится на участки изделия в местах резких переходов, галтелей, углов, выступов или уступов. Затем выполняется металлизация основных площадей при условии равномерного нанесения присадки за один либо несколько проходов.
Необходимый вид, размеры и формы изделия получают после электродугового распыления при завершающей обработке.
Присадочные материалы
В качестве присадочного материала преимущественно применяется проволочный стержень непрерывной длины. Присадки поставляются двух видов:
- сплошного сечения;
- порошковые.
Интенсивность поступления назначается 220–850 м/ч.
Для создания защитного слоя металлических элементов с последующей их посадкой либо при неподвижном соединении применяется сплошная проволочная нить. Для создания поверхностей повышенной твердости при электродуговой металлизации должны использоваться стержни порошковые.
Для формирования антикоррозийных слоев используются высоколегированные присадочные материалы на основе железа, проволоки из цветных металлов.
Для нанесения методом электродуговой металлизации чаще всего используются алюминий, цинк и соединения на их основе.
Покрытия цинковые обладают высокой стойкостью к воздействию соленой воды и морской атмосферы. Но такая защита корродирует в условиях объектов промышленности, где содержатся окислы серы и хлора, пары соляной кислотой. Эти вещества при контакте с цинком образуют гигроскопичные соединения, разрушающие покрытие.
Алюминий относится к активным веществам, но под воздействием окислителей на его поверхности образуется защитная пленка, сводящая к минимуму способность к химическим взаимодействиям. Устойчивость алюминия к коррозии изменяется в зависимости от условий эксплуатации. В загрязненной среде коррозия развивается более интенсивно.
Область применения
Электродуговой метод металлизации в сочетании с последующей покраской металлических конструкций относится к гибридным покрытиям, срок работы которых значительно превышает сумму сроков эксплуатации каждого из слоев отдельно благодаря эффекту синергии. Такие покрытия применяются для долговременной антикоррозионной защиты изделий, эксплуатируемых в условиях воздействия агрессивных факторов внутри и снаружи сооружений, в жидкостях.
Покрытия, сформированные в результате электродуговой металлизации, применяются для предохранения:
- металлических конструкций;
- железобетонных опор путепроводов, мостов;
- хранилищ топлива и нефти;
- трубопроводных магистралей;
- оборудования предприятий нефтехимической промышленности, теплосетей.
Оборудование для электродуговой металлизации
Для выполнения электродуговой металлизации разработано и выпускается серийно сертифицированное оборудование. Рассмотрим принцип его действия на основе двух наиболее распространенных моделей.
Электродуговой металлизатор типа ЭДМ-3 выпускается в ручном и в станочном исполнении. Основу его конструкции составляют:
- металлизатор (5);
- пульт управления (1);
- проволочные кассеты (2).
От электрического привода крутящий момент в управляющем блоке создается при помощи гибкого вала (6), подающего проволоку на роликовый механизм.

Присадка от катушек поступает через два гибких шланга к металлизатору. Кассеты и пульт располагаются на тумбе 3 и могут разворачиваться по вертикальной оси.
Электродуговой аппарат для металлизации ЭДМ-3 обладает малой массой (1,8 кг), а возможность разворота кассеты и управляющего блока по горизонтали делают его удобным для применения.
Электродуговой аппарат иной конструкции ЭМ-6 подлежит установке на суппорт токарного станка, на вал которого устанавливается напыляемая деталь. Между металлизатором и изделием крепится стальная воронка. На ее поверхность наносится порошкообразный графит, жидкое калиевое либо натриевое стекло. Благодаря такому решению эффективность применения присадочного материала повышается на 10–15%.
Распыляющая система электродугового аппарата модернизирована благодаря установке конусовидной воздушной дюзы. Это позволяет сократить угол раскрывания конуса, увеличить энергию распылительного потока и наносить слои под давлением 0,45–0,5 МПа.
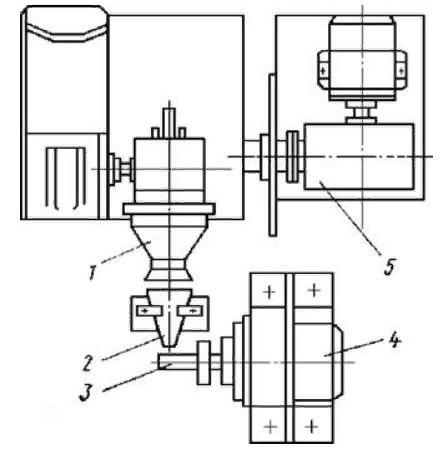
Конструктивные элементы электродугового прибора для металлизации ЭМ-6:
- Металлизатор.
- Конусообразная дюза.
- Подлежащее обработке изделие.
- Патрон.
- Устройство, используемое для перемещения суппорта станка вместе с электродуговым металлизатором в продольном направлении.
А вы использовали электродуговые металлизаторы на производстве или для домашних работ? Какие преимущества нанесения покрытий таким способом вы заметили, с какими недостатками столкнулись в процессе работы? Поделиться своим опытом вы можете в комментариях.






