Металлообработка электроискровым легированием

Легирование металла — процесс насыщения добавками, улучшающими физико-технические свойства материала. Процесс осуществляется непосредственно при производстве сплавов. То есть, улучшаются характеристики всей массы металла. Это не всегда оправдано, в силу повышения цены.
Локальный метод, позволяющий точечно изменять поверхностные свойства материала, — электроискровое легирование (ЭИ).
Суть способа
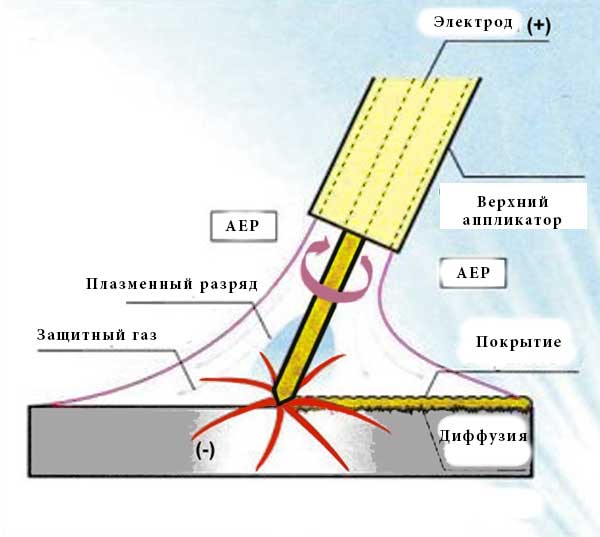
Идея основана на переносе небольших порций материала при возникновении плазменных разрядов. Операция расплавления и осаждения лигатуры происходит в воздушно-газовой среде. Способ напоминает микро-сварочный процесс.
Возникновение кратковременного электрического импульса, вызывает расплавление легирующей основы электрода и перенос её на обрабатываемую поверхность. Отсюда, другое название процесса, — «электроискровое покрытие», «электроискровое упрочнение».
Преимущества
Метод поверхностного упрочнения получил развитие, благодаря ряду потребительских свойств:
- возможность осуществлять точечное воздействие на площади, не превышающей долей миллиметра; защита окружающей поверхности не требуется;
- обеспечение надёжного контакта нанесённой лигатуры с основной поверхностью обрабатываемой детали, — высокая степень адгезии; объясняется тем, что при процессе происходит частичная диффузия (проникновение) вглубь металла;
- возникновение небольшого теплового фона; в результате, отсутствует нагрев поверхности, не возникает деформация изделия;
- простой технологический процесс; не требуется специальной подготовки поверхности;
- энергоёмкость не превышает 2 кВт;
- оборудование имеет небольшие габаритные размеры и массу, вследствие этого, транспортабельно в качестве ручной клади;
- высокий кпд, — массовый перенос металла находится в диапазоне 60-80%.
Применение
Электроискровое легирование нашло применение в областях машиностроения и металлообработки:
- автомобильное производство;
- общее машиностроение;
- производство технологической оснастки;
- обработка штампов для термической обработки металлов;
- повышение режущих свойств обрабатывающего инструмента;
- упрочнение зубьев шестерён;
- повышение износостойкости шеек коленчатых валов и другие области применения;
- ремонтные операции при восстановлении работоспособности повреждённых деталей.
Благодаря локализации площади обработки, способ электроискрового упрочнения применяют часовых дел мастера, ювелиры. Прижился метод у любителей создавать действующие металлические копии автомобилей, кораблей, самолётов. Метод позволил наносить покрытие на стекло и керамику.
Оборудование
В состав оборудования для электроискрового легирования входит:
- источник питания (генератор импульсов) с электронным блоком управления;
- электромагнитный вибратор (возбудитель);
- легирующий электрод;
- держатель детали (легируемый электрод);
- сетевой кабель.
Генератор импульсов обеспечивает выдачу тока в диапазоне частот 100-400 Гц. Эти значения считаются оптимальными. Получены в ходе экспериментальной обработки различных материалов. Отклонение в обе стороны приводит к ухудшению показателей обработки.
Применяются специальные генераторы униполярных импульсов на полупроводниках. Другой вид оборудования — релаксационные генераторы.
В качестве лигатуры применяют широкий ассортимент металлов и их химических соединений:
- снижению трения способствуют свинец, олово, висмут, индий и графит;
- износостойкость и твёрдость придают карбиды и бориды тугоплавких металлов (молибден, вольфрам, рений, хром);
- коррозионная стойкость обеспечивается покрытием из кремния, алюминия или феррохрома.
Принцип действия
Установка электроискрового легирования подаёт импульсы с заданной частотой на электромагнитный возбудитель. Якорь электромагнита, связан с прикреплённым электродом. Последний, колеблясь, вступает в контакт с обрабатываемой деталью.
Возникает электрический разряд, вызванный током большой плотности (до нескольких тысяч ампер). Выделяется большое количество тепловой энергии. Под действием высоких температур, часть лигатуры расплавляется. Под воздействием электромагнитного поля, расплав осаждается на поверхности изделия.
В точке обработки возникает микролунка, на края которой попадает расплавленный металл. Придавая аноду (легирующему электроду) поступательное движение, создаётся линия с нанесённым материалом.
Чтобы создать сплошное цельное покрытие на катоде (легируемая поверхность), скорость перемещения анода должна быть меньше или равна длительности импульса. То есть, при частоте 100 Гц, длительность импульса составляет 0,01 секунды. Проходимый путь за это время — не более ¼ диаметра проплавленной лунки. Соблюдая такой режим обработки, удаётся создать сплошное монолитное защитное покрытие.
Периодический контакт двух электродов можно создать, применяя механическую вращающуюся головку. Последняя, оснащается несколькими электродами. В качестве движителя применяется высокоскоростной электродвигатель или пневматическая турбинка. Детали помещаются в единый пластиковый корпус, оснащённый рукояткой.
Принцип действия этого прибора отличен от электромагнитного вибратора. Электроду придаётся вращательное движение, в результате траектория становится тангенциальной. Происходит своеобразное «чирканье» по поверхности. Расплавленная лигатура размазывается по площади. Плюсы такого оборудования:
- уменьшение, в отличие от вибрационного способа, шероховатости нового покрытия;
- возможности механизировать процесс электроискрового легирования.
Перед применением ЭИ, необходимо произвести пробные операции. Это позволит выбрать необходимый режим работы под применяемый электрод. Например, при использовании вольфрама, возможно приварка анода и катода. Устранить такое препятствие поможет предварительное легирование углеродом. Перед покрытием алюминия карбидом вольфрама, необходимо создать промежуточный слой из никеля.
С удовольствием выслушаем мнения наших читателей, применявших на практике метод ЭИ. Ваше мнение будет интересно и другим посетителям нашего сайта.







