Технология электронно-лучевой сварки

Электронно-лучевая сварка — это надежный способ соединения тугоплавких материалов с разной температурой плавления, сокращенно ЭЛС. Технология развивается с середины прошлого века и с успехом используется в авиационной, космической промышленности. Там, где необходимо особо точное и крепкое соединение компонентов.
Оглавление
Описание технологии
В основе электронно лучевой технологии сварки лежит использование механической энергии электронов, которую создает электронная пушка. Скорость электронов в магнитном поле пушки прямо зависит от ускоряющего напряжения. От мощности энергии пучка и плотности свариваемого материала зависит глубина проникновения луча. При воздействии пучка с материалом кинетическая энергия электронов переходит в тепловую. В это время происходит создание вторичных электронов и выделение рентгеновского и теплового излучений. Чем меньше диаметр пучка, тем больше его удельная мощность.
Управляя мощностью луча и длительностью облучения, можно выполнять множество разных технологических операций. От очистки поверхности материала до сварки и испарения. Все процессы происходят в вакуумной среде. В зависимости от производственной необходимости, вакуум в камере может быть от 10-2 до 10-6.
Для обеспечения непрерывного процесса используют сменные контейнеры. Пока происходит процесс сварки в одном контейнере, другой перезаряжают. Наличие двух контейнеров в несколько раз увеличивает производительность сварочной установки.
Электронно лучевая технология сварки позволяет не только надежно соединять разные материалы, но и делать напыление металлом или керамикой, создавать новые материалы. Например, можно создать материал с электропроводностью меди и крепостью стали.
Мат. часть процесса
Электронно лучевая сварка — это технологически сложный процесс, предъявляющий высокие требования к оборудованию. Установки отличаются производительностью, мощностью, управлением и объемом, но неизменно имеют в составе:
- электронную пушку, которых может быть несколько;
- вакуумную камеру;
- блок управления;
- смотровое окно для наблюдения за процессом (или монитор).
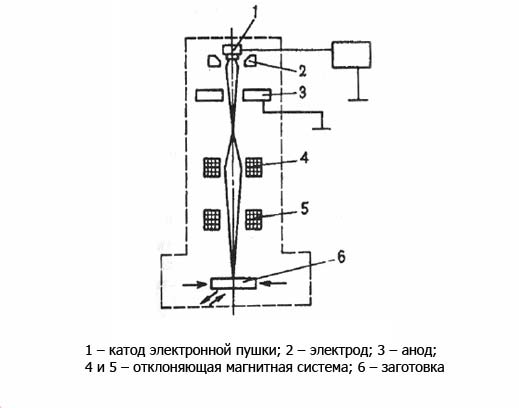
В электронно лучевой пушке для сварки формируется поток электронов, который производится катодом, подогреваемым спиралью. Около катода расположены дополнительные электроды, которые предварительно фокусируют электроны, формируя луч. На катод подается отрицательное напряжение. На ускоряющий электрод, размещенный на расстоянии нескольких сантиметров от катода, прикладывается положительное напряжение. Высокая разность потенциалов разгоняет электроны до скорости выше 100 000 км/с. В связи с тем, что электроны имеют свойство взаимно отталкиваться, их необходимо сфокусировать электромагнитной фокусирующей системой. Для точного управления лучом в электроннолучевой пушке установлена электромагнитная отклоняющая система.
Все процессы происходят в вакуумной камере. Безвоздушная среда:
- уменьшает потери энергии электронов от ударов об молекулы воздуха;
- почти полностью снижается вероятность возникновения оксидной пленки на свариваемых материалах;
- предотвращает образование дугового разряда.
Для сварки может применяться постоянное или импульсное напряжение с частотой 100-500 Гц. Использовать импульсное напряжение эффективнее, особенно при варке легкоиспаряющихся металлов: алюминий или магний. Энергия луча не тратится на ионизацию паров.
При правильно выборе частоты и скважности колебаний можно сваривать тонкие листы.
Виды сварочных лучевых установок
Электронно лучевые установки бывают камерными (обрабатываемые изделия помещаются целиком в камеру) и бескамерные (вакуум создается локально, только в месте сварки).

По величине рабочего ускоряющего напряжения установки делятся на:
- низковольтные (10-30 кВ);
- средние (40-60 кВ);
- высоковольтные (100-200 кВ).
Промышленность производит универсальные установки и специализированные. Универсальные системы можно применять для ремонтной и экспериментальной сварки изделий. Специализированные системы настраиваются на изготовление однотипных деталей.
Системы могут применяться не только для сварки металлов, в том числе тугоплавких, но и для обработки керамики, стекла, алмазов и других материалов. Установки можно использовать для:
- сварки;
- резки;
- гравировки;
- сверления;
- легирования
- напыления.
Некоторые агрегаты оснащаются механизмом горизонтального вращения для обработки деталей трубчатой формы.
Современные установки отличаются особой точностью позиционирования луча, поэтому они с успехом используется в микроэлектронике. Например, аппарат MEBW-60, который производит предприятие Focus, может сваривать детали из нержавеющей стали толщиной от 0,02 мм. Максимальная толщина стыка до 12 мм.
Использование сварки в промышленности
Расширение использования ЭЛС в промышленности продолжается. Несмотря на некоторые недостатки, как необходимость работы в вакууме и образование в некоторых случаях полостей в теле шва, ЭЛС остается наиболее экономичным и точным способом сварки. Эффективность КПД при электронно лучевой сварке составляет 85-95 %. Это на порядок выше, чем у дуговой сварки.
Без электроннолучевой сварки не обойтись во время обработки:
- активных металлов;
- термоупрочненных материалов;
- деталей ответственного назначения;
- тугоплавких металлов,
- изделий из керамики, камня.
Метод лучевой сварки используется и для производства в металлургии. Титан выплавляется из титановой губки при помощи электронно лучевых пушек.
Японские строители атомных станций применяют лучевую сварку для соединения аустенитной нержавеющей стали, используемой в активной части реактора, используют электронно-лучевые установки. Исследования показали, что качество сварного шва, полученного лучевым способом, по многим показателям превосходит шов дуговой сварки.
ЭЛС широко применяются в электронной промышленности. С ее помощью герметизируют микросхемы и полупроводниковые приборы. Температура нагрева изделия не превышает 200 градусов. Сварочный аппарат ЭЛУМС-25/0,5, разработанный в НПО «Орион», может приваривать золотые проводники микросборок диаметром 5 мкм.
Наиболее мощные и большие установки применяются в авиационной промышленности. Объем камер составляет около 1500 кубических метров.
В последнее время, после некоторого спада интереса к электронно-лучевой сварке, из-за общего кризиса в экономике, активизировались работы по производству и разработке новых технологий ЭЛС. Если вы специалист в этой сфере, и вам есть что рассказать, добавить или поспорить по теме, высказывайтесь в блоке комментариев.






