Импульсная технология сварки

Импульсная сварка (MIG)представляет собой модификацию дуговой сварки. Отличие импульсной сварки заключается в том, что сварочный постоянный ток модулируется переменным с частотой 20-250 Гц. Модулированный сигнал может менять форму и наклон волны, скважность и амплитуду. Это влияет на режимы и качество сварки. Инверторно-импульсный сварочный аппарат является прибором с гибкими характеристиками и имеет широкий спектр применения.
Оглавление
История технологии
В 1932 году компанией BuddCompany для соединения нержавеющей стали была впервые применена импульсная сварка.  Результаты оказались положительными и технология получила дальнейшее развитие. Впоследствии сварка импульсным напряжением стала популярной технологией.
Результаты оказались положительными и технология получила дальнейшее развитие. Впоследствии сварка импульсным напряжением стала популярной технологией.
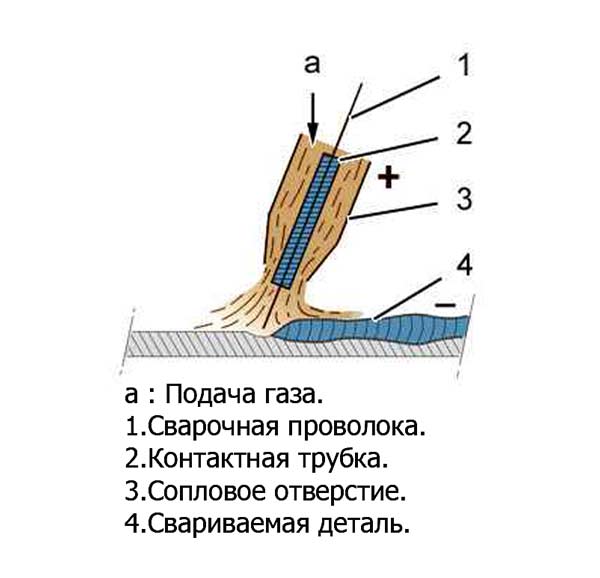
Метод использует мелко-капельный перенос расплавленного металла в ванну без разбрызгивания. В момент импульса из проволоки формируется и выталкивается расплавленная капля. Во время спада напряжения обрабатываемая поверхность частично охлаждается, что позволяет работать с более тонкими листами, чем при стандартной дуговой сварке
За десятки лет разработано множество технологий сварки.
- TwinPulseTM (MIG/MAG) обеспечивает подачу тока с парными импульсами, что позволило изменять их форму и точно управлять процессами. Уменьшение капли до диаметра проволоки позволило уменьшить объем ванны. Это формирует обратный валик правильной формы и позволяет получать вогнутый сварочный шов без напряжений металла в зоне сварки.
- SpeedPulseTM — сварочный ток модулируется особым способом. Импульсы формируют перенос капли расплава в сварочную ванну за короткое время в столбе дуги. Дуга, работающая в режиме постоянного замыкания, формирует пульсирующую струю расплава. В результате применения технологии процесс сварки ускоряется на 40-45%. Также повышается экономичность процесса из-за снижения теплоемкости процессов.
- STT (SurfaceTensionTransfer) — использует силы поверхностного натяжения. Относительно мощное поверхностное натяжение расплава в сварочной ванне засасывает каплю с низким поверхностным натяжением, образовываемую на сварочной проволоке. Такой способ сварки снижает разбрызгивание и дымообразование.
- WaveformControlTechnology — технология управляет формой волны с заданными параметрами, индивидуально учитывая толщину сварочной проволоки, тип металла и условия работы. Это обеспечивает оптимальное качество швов. Например, можно ускорить нарастание импульса, что ускорит образования капли или изменить скорость убывания, что изменит условия смачивания.
Эти или иные технологии не обязательно воплощены в каждом сварочном аппарате, поэтому, при выборе оборудования, подбирайте аппарат с качествами наиболее близкими для его дальнейшего использования.
Благодаря современным технологиям и автоматизации процессов, не требуется повышенная квалификация сварщика. Это экономит финансы на образовании, но сама сварочная техника, использующая импульсный инвертор, значительно дороже.
Виды сварочной дуги
Несмотря на множество технологий, выделены четыре режима образования дуги, они указаны в таблице:

Капельная дуга формируется без короткого замыкания, что позволяет работать практически без каплеобразования. Для ее формирования требуется богатая аргоном среда и большая сила тока.
Для формирования длинной дуги потребуется высокая мощность и газовая среда с присутствием CO2 не менее 25%.
Во время короткого замыкания и свободного падения формируется смешанная дуга, которая образовывает обильное брызгообразование. Такой режим использовать не рекомендуется. Смешанная дуга образовывается при средней мощности в аргоновой смеси.
Импульсная дуга образовывается при работе с импульсным током. Характерен пинч-эффект. При каждом импульсе выделяется одна капля расплавленного металла. Образовывается во всем диапазоне мощностей. Легко регулируется частотой и силой тока. Работает с незначительным брызгообразованием. Удобно использовать при работе в стесненных условиях.
Существуют нестандартные формы перехода металлов. При выборе силы тока, превышающей стандартные значения тока дуги, появляется капельная дуга высокой мощности. Она имеет глубокое прорезающее действие. Использование такого режима может привести к деформированию шва. Если повысить напряжение, то дуга начинает вращаться, увеличивая область проплавления. Такую дугу применяют для ускорения процесса сварки толстостенных металлов. Метод рекомендуется использовать в условия полной механизации процесса.
Выбор оборудования
Импульсная сварка предполагает использование оборудования более мощного, чем обычная дуговая сварка. Это связано с тем, что в инверторно-импульсном сварочном аппарате образовывается ванна более крупного размера. Кроме того, большой мощности требует широкий диапазон скорости подачи проволоки и богатый выбор характеристик сварки.
При выборе оборудования, обратите внимание на следующие параметры:
- мощность — чем выше, тем лучше, но она не должна превышать возможности вашей электросети;
- наличие синергетического управления — снижает требования к образованию сварщика и упрощает обслуживание;
- наличие грелки с быстрым переключением типов работ — ускорит работу сварщика, выбирайте горелку большего размера с жидкостным охлаждением;
- наличие удаленного измерителя напряжения — сварочный аппарат может находиться далеко от работника и он не сможет контролировать напряжение на встроенном в аппарат приборе.
Регулировка амплитуды и формы волны импульсного сварочного аппарата повышает качество сварки и помогает создавать оптимальные режимы работы. 30-40 лет назад появились аппараты, в которых мощность настраивалась автоматически при помощи нажатия одной кнопки. Дополнительная кнопка служила для точной коррекции процесса. Современные приборы сохраняют в памяти настройки для разных процессов.
Выбирайте оптимальную длину кабеля. Длинные кабели (более 10 метров) придется скручивать кольцами, а это повышает индуктивность, из-за чего изменяется форма волны и снижается эффективность импульсной сварки.
Промышленность предлагает широкий выбор оборудования для полуавтоматической сварки. Полуавтомат от обычного аппарата отличается тем, что имеет механизм подачи сварочной проволоки, блок управления. В импульсном полуавтомате в качестве источника питания применяется сварочный инвертор.
Особенности MIG-сварки
Как и любой технологический процесс, импульсная сварка имеет свои плюсы и минусы. Среди преимуществ:
- экономия проволоки — за счет широкого диапазона скорости подачи проволоки не нужно иметь несколько катушек с разными диаметрами проволоки, достаточно одной со средним диаметром;
- экономия газа — можно использовать один и тот же состав для разных процессов;
- экономия затрат на аксессуары — не нужно иметь наборы наконечников, проволокопроводов, горелок;
- высокая скорость и качество — не тратится время на очистку деталей от брызг, шлифовку и вытяжку газа;
- контролируемое тепловложение — снижает деформации.
Технология позволяет сваривать листы металла с минимальной толщиной:
- 0,7 мм — нелегированная сталь;
- 1 мм — нержавеющая сталь;
- 2 мм — алюминиевые сплавы.
К сожалению, импульсная сварка не лишена некоторых недостатков:
- сварочный импульсный аппарат требует большего ухода;
- высокая цена.
Но качество сварки важнее любых недостатков
Применение импульсной сварки
В промышленности импульсная сварка используется повсеместно, но наиболее эффективно она используется для:
- монтажа трубопроводов разных диаметров;
- сборки автомобильных кузовов;
- изготовления железнодорожных вагонов;
- строительства мостов;
- производства кранов и землеройных машин;
- сварки корпусов и обшивок кораблей.
Возможности импульсной сварки практически неограниченны. Она умеет сваривать сталь, алюминий и его сплавы, медь и многие другие металлы. Сварочные швы, выполненные с помощью импульсного аппарата, содержат малое количество водорода. Это делает их менее хрупкими, поэтому технологию используют везде, где к изделию будут прилагаться существенные механические нагрузки.
Импульсные аппараты используются в небольших мастерских, малом производстве, автосервисах. Импульсная сварка является приоритетной практически во всех отраслях промышленности США.
Если вы заинтересовались темой или работаете с импульсной технологией, присоединяйтесь к дискуссии в блоке комментариев. Возможно, ваши знания будут кому-то полезны, или вы прочитаете что-то новое для себя.






