Не стоит гнуть трубу без трубогиба
При прокладке и ремонте трубопроводных систем горячего и холодного водоснабжения, возведении перекрытий металлоконструкций и т.д. вопрос — как согнуть профильную трубу без трубогиба в домашних условиях часто становится проблемным. Не приобретать же технику, которая будет использоваться несколько раз в году? Между тем, проблема решается, причем даже в нескольких вариантах.
Оглавление
Основные трудности при изгибании труб
Как согнуть трубу без трубогиба в домашних условиях? Как известно, труба (при любом профиле своего поперечного сечения) обладает повышенным значением момента сопротивления.  Поэтому бесхитростная гибка такой заготовки с применением кувалды и толстого листа стали в качестве опоры, скорее всего, приведет к грубой деформации материала. Деталь согнуть удастся, но пропускная способность сечения резко уменьшится, поэтому таким образом можно изгибать изделия, во-первых, не претендующие на должный товарный вид, а во-вторых, не предназначенные для прокачки жидкостей. Кроме того, при малых радиусах гиба на изделии будут образовываться складки, которые в дальнейшем становятся концентраторами напряжений. Именно там долговечность такой кустарно согнутой заготовки и окажется минимальной.
Поэтому бесхитростная гибка такой заготовки с применением кувалды и толстого листа стали в качестве опоры, скорее всего, приведет к грубой деформации материала. Деталь согнуть удастся, но пропускная способность сечения резко уменьшится, поэтому таким образом можно изгибать изделия, во-первых, не претендующие на должный товарный вид, а во-вторых, не предназначенные для прокачки жидкостей. Кроме того, при малых радиусах гиба на изделии будут образовываться складки, которые в дальнейшем становятся концентраторами напряжений. Именно там долговечность такой кустарно согнутой заготовки и окажется минимальной.
Как согнуть профильную трубу в домашних условиях? Для успешной деформации следует каким-то образом уравновесить напряжения, которые возникают на внешнем плече гиба, и не уравновешиваются внутренними силами в середине сечения. Эти силы зависят от:
- Плеча гиба: с уменьшением расстояния до торца изгибаемого изделия искажения увеличиваются.
- Пластичности материала. Легче всего изгибу поддаются алюминиевые трубы, несколько хуже — латунные, и совсем уж плохо обстоит дело с гибкой стальных холоднокатаных труб. Важным является и химсостав материала — низкоуглеродистые стали (например, из стали Ст.3 или стали 08кп) горячей прокатки гнутся легче, чем, например, изделия из стали 45 или Ст.5.
- Температуры в зоне гиба. Как известно, пластичность стали увеличивается в результате ее предварительного отжига. Поэтому конечный результат будет удачнее, если деформируемый участок вначале подогреть паяльной лампой, а затем уже изгибать.
- Радиуса гибки. Если трубы, которые предстоит изогнуть, имеют весьма большое значение данного параметра, то изгиб в одной плоскости вообще не потребует каких-либо приспособлений.
- Количества плоскостей готового изделия. При одноплоскостной гибке усилия значительно меньше.
Таким образом, перед выбором способа как согнуть трубу в домашних условиях желательно знать марку материала, по эскизу конечного изделия рассчитать длину исходной заготовки и соотнести физико-механические свойства материала с требуемыми значениями радиуса гиба.
Варианты гибки трубы по шаблону
Как согнуть профильную трубу без трубогиба? Наиболее просто выполнить это с деталью небольшой длины, профиль сечения материала при этом особого значения не имеет.
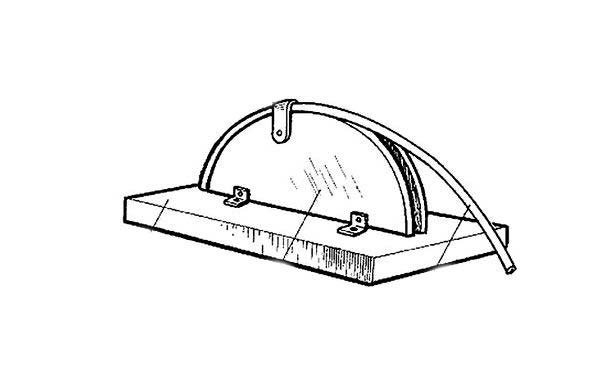
Последовательность работ такова. Изготавливается сравнительно несложное приспособление, схема которого приведена здесь:
Шаблон включает в себя следующие детали:
- Прочное и массивное основание (подойдет любая стальная пластина толщиной от 32 мм и размерами, достаточными для удобного деформирования). Можно использовать списанную плиту от стола фрезерного станка, плиту УСП и подобные им конструкции;
- Две контурные пластины, конфигурация которых соответствует нужному радиусу гиба. Их желательно изготовить из материала, прочность которого выше материала заготовки не менее, чем втрое. Особенно тщательно следует изготовить сам контур: малейшие заусенцы или подрезы приведут к зажимам деформируемого материала, вплоть до трещинообразования;
- Четыре угловых скобы, которыми контурные пластины будут прикреплены к основанию. Зазор между ними должен быть равен внутреннему диаметру трубы.
- Струбцину с одного из торцов основания, при помощи которой заготовка будет зафиксирована относительно плоско-параллельных пластин;
- Крепежного хомута, который устанавливается в верхней точке пластин и прижимает пока еще ровную трубу к профилю.
Как гнуть профильную трубу? Гибка по шаблону происходит следующим образом. Один из концов изделия зажимается струбциной, после чего заготовка хомутом закрепляется в верхней части. В противоположный конец вставляется стальной стержень, диаметр, либо профиль которого должен как можно более точно соответствовать внутреннему профилю изгибаемой заготовки. Глубина, на которую вводится стержень, должна более чем в два раза превышать внутренний размер трубы. После этого к стержню прикладывается необходимое усилие и производится изгиб. Высокопластичные металлы можно таким способом согнуть за один переход, в остальных случаях деформирование производят постепенно, следя за возможным возникновением трещин в заготовке. Сгибая так короткие трубы, длиной не более 1000 мм, и при радиусах гиба не менее 100…150 мм, можно получить удовлетворительный результат.
Шаблоны для того, чтобы гнуть профильную трубу своими руками, могут не иметь постоянного контакта с поверхностью конечной детали, достаточно расположить их на расстоянии, при котором прогиб части длины трубы будет отсутствовать. Такие шаблоны чаще всего являются частью будущей металлоконструкции с участием гнутой трубы. Они опирают изделие своими торцевыми частями, причем их высота должна быть точно выверена с будущим профилем конструкции. Метод позволяет согнуть (правда, по большому радиусу) весьма длинные трубчатые заготовки практически не прилагая значительных усилий и даже специальных устройств. Способ, как согнуть металлическую трубу (квадратную или круглую), наглядно иллюстрируется на этом видео:
Важно, что один из концов заготовки также должен быть надежно зафиксирован. Места контакта шаблонов сразу же привариваются. При этом возникают остаточные напряжения, но их уровень незначителен, и на работоспособность не влияет.
Варианты гибки трубы по роликам
Способы гибки труб с применением роликов потребуют изготовления оснастки. В ее конструкцию входят:
- Прямоугольная рама из стальных швеллеров.
- Пара консольно расположенных сменных роликов. Их диаметр должен соответствовать внешнему диаметру трубы, а опора должна иметь возможность перемещаться в пазах на раме: этим достигается некоторая универсальность приспособления.
- Нажимной элемент, который устанавливается посередине. Он может заканчиваться плоской призмой, но лучше и здесь предусмотреть стальной ролик: в этом случае обхват деформируемой части заготовки будет надежнее, да и качество гиба также улучшится.
- Регулируемые по высоте направляющие, по которым может перемещаться нажимная призма или ролик. Оптимальный вариант — применение упорной резьбы и рукоятки, вращением которой можно перемещать нажимной элемент на необходимое расстояние.

Для облегчения работ по гибке металлической трубы в домашних условиях можно предусмотреть цепной механизм вращения роликов, в этом случае процесс будет производиться непрерывно, практически в полуавтоматическом режиме. Соответствующее устройство показано здесь:
Но можно обойтись и более простым вариантом, с перемещением роликов вручную.
Профиль трубы влияет только на рабочее сечение подающих роликов. При этом ролики желательно разместить в подшипниковых узлах.
Интересный (и вполне реализуемый в бытовых условиях) вариант гибки труб в домашних условиях без применения трубогиба представлен на видео:
Здесь для создания усилия деформирования используется обычный домкрат. При этом расширяются технологические возможности приспособления и облегчается сам процесс деформации.
При наличии роликового приспособления для гибки деформация внутренней части полуфабриката неизбежна. Как правильно поступить? Используют следующие приемы и способы гибки труб:
- Засыпка внутрь изгибаемой заготовки сухого мелкозернистого песка. Торцы трубы заглушают (пробками или сваркой), после окончания гибки песок высыпают;
- Гибка изделия с замерзшим внутри него льдом (понятно, что так можно гнуть заготовку лишь при минусовых температурах);
- Размещение внутри заготовки жесткой пружины с внешним диаметром, который соответствует внутреннему диаметру трубы.
Все эти способы создают необходимое противодавление, результатом которого является сохранение конфигурации заготовки после ее деформирования. Усилие гибки труб при этом, естественно, возрастает. Это компенсируют удлинением рычага, которым выполняется изгиб материала.






