Основные способы гибки балки и швеллера

Швеллер и двутавр относятся к стандартным профилям и используются в ряде сфер, где к жесткости конструкций из них предъявляются повышенные требования. Прочным заготовкам с П- или Н-образным сечением сложнее придать криволинейность. Чтобы согнуть швеллер или двутавровую балку, понадобится особое оборудование. Далее — о конкретных способах придания профилям нестандартной формы.
Оглавление
Особенности изгиба швеллера
Швеллер симметричен лишь по условной горизонтали. Этим осложняется его изгиб, выполняемый в трех направлениях:
- по полкам;
- по стенке (полками наружу или внутрь).
Если гнуть металлический швеллер по полкам при помощи специального оборудования, риск деформации последних исключается. Во втором случае возможен их перекос из-за повышенного давления рабочего элемента оборудования.
Различают три типа изгиба П-образного швеллера:
- плавный (заготовка превращается в криволинейное изделие с одним или несколькими радиусами);
- местный (на выходе получается деталь с парой прямых концов, соединенных под одним заданным углом).
В домашних условиях согнуть плавно швеллер практически невозможно — для этого требуются профилегибочные станки, весьма громоздкие и дорогие. Местным способом гибки пользуются многие любители, которым для определенных целей понадобился гнутый профиль. Тем более, для этого достаточно пары инструментов, которые у настоящего умельца всегда под рукой.
Способы гибки швеллера
Достоинство плавного метода — сохранения целостности заготовки. На швеллере не будет сварочных швов, что сохранит его прочностные характеристики и коррозионную стойкость. Гибка швеллера осуществляется медленно, постепенно, пока изделие не обретет требуемую форму.
Есть следующие способы плавного сгибания профиля:
- Ручной. Понадобится бензорез или ацетиленовая горелка и шаблон из листа металла, на котором рисуют радиус предполагаемого изгиба. К листу привариваются ограничители. Один конец фиксируется тисками. Участок профиля нагревают и загибают вплотную к ограничителям. Последние также допускается приварить с выпуклой стороны, чтобы деформируемая заготовка лучше держала форму.
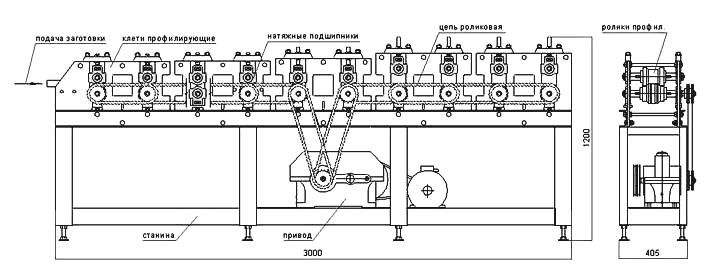
- Станочный. Агрегаты, задача которых — гнуть габаритный швеллер, называются профилегибами. Они подходят и для других видов профилей. Операция по приданию заготовке выпуклости/вогнутости именуется вальцеванием. Металл проходит через большие ролики, закрепленные на определенном расстоянии, и деформируется. Достоинства метода — возможность обойтись без нагрева заготовки, быстрота работы, универсальность (существуют станки для самых крупных швеллеров), точность загиба. Недостатки — внушительные размеры оборудования и высокая стоимость. Профилегибы используют лишь на предприятиях, выпускающих металлопрокат или подобную продукцию.
Гибка швеллера в домашних условиях
Строительных дел мастера наверняка задавались вопросом, как согнуть данный профиль. В гаражных условиях возможен лишь местный загиб, поскольку для громоздкого станка вряд ли найдется место. Для работы понадобятся сварочный аппарат, а также болгарка с обоими видами дисков.

Последовательность работы такова:
- на полках швеллера наносятся разметочные линии в соответствии с требуемым углом наклона (изгиба) профиля;
- с обеих сторон болгаркой вырезается треугольный кусок металла; важно, чтобы резка выполнялась точно, симметрично, иначе заготовку не получится согнуть;
- профиль загибается под выбранным углом в месте выреза;
- для возвращения прочности стык заваривается;
- сварной шов обрабатывается шлифовальным диском.
Этот метод — единственно верный, который позволит гнуть металлический швеллер без использования дорогого оборудования.
Особенности гибки двутавровой балки
Двутавр — стандартный профиль, который сгибается только по радиусу (плавно). В зависимости от назначения деформированного изделия различают два вида работы:
- изгиб плашмя (например, для рельсов);
- изгиб на ребро (для несущих конструкций).
Выполняется гибка двутавровой балки только на профилегибочных станках. Для способа «на ребро» требуются особые машины, предотвращающие завал боковых сторон и сохраняющие сечение профиля.
Наименьший радиус изгиба зависит от размеров профиля и устанавливается заводом-изготовителем станков. Процесс выполняется по аналогии со швеллером с любыми видами балок (колонными либо широкополочными).
Чтобы заготовка не получилась кривой, необходим тщательный контроль за каждым этапом работы со стороны оператора агрегата. Хоть современные машины не требуют участия человека в операциях, они не смогут повлиять на жесткость конструкции, если исходные параметры будут выставлены неверно. Поэтому работа на станке выполняется плавно, желательно, неторопливыми подходами. Если требуется получить минимальный радиус для конкретного двутавра, лучше разбить процесс гибки на несколько стадий.
В домашних условиях гибка двутавра вряд ли возможна. Это габаритный и прочный профиль, который не возьмут устройства для изгиба того же алюминиевого профиля. Способ, описанный в разделе «Гибка швеллера в домашних условиях», также не подойдет, ведь полки выходят в обе стороны от поперечного сегмента. Если сделать разрез двух параллельных полок, при сгибе произойдет разрыв двух других. Если же последние предварительно разрезать, нарушится структура материала, и двутавровая балка перестанет выполнять несущую функцию.
Приведенные выше советы помогут начинающим специалистам гнуть металлический швеллер или двутавр. Во многих городах страны есть предприятия, готовые выполнить описанные работы на профилегибочных станках. Обратиться к ним намного выгоднее, чем покупать оборудование на свои деньги. Согнуть швеллер же в домашних условиях не составит труда, если под рукой имеется нужный инструмент. Если вам известны иные способы плавного или местного изгиба профилей, поделитесь своими навыками в комментариях к статье.






