Основы кузнечной и художественной сварки

Кузнечная сварка является одним из древнейших способов неразрывного соединения металлов. Кузнечную или горновую сварку человечество применяло на протяжении почти трех тысяч лет как единственную для изготовления различных изделий из железа, пока не научилось его расплавлять, освоив еще и литейную сварку. А вот с развитием технологического прогресса появились другие эффективные способы соединения металлов между собой, поэтому сварка ковкой практически перестала применяться в промышленном производстве.
Оглавление
Что такое кузнечная сварка
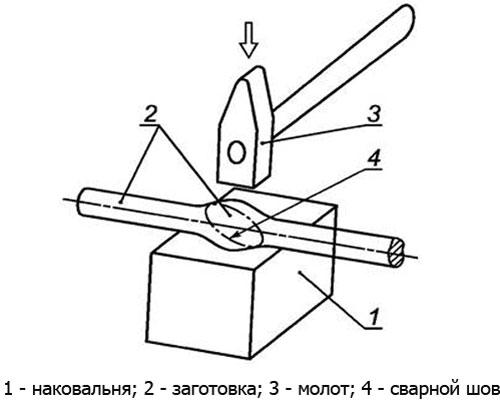
Кузнечной сваркой принято называть технологический процесс создания прочного соединения частей металла при термическом нагреве под воздействием внешнего давления. То есть части железных заготовок в месте будущей сварки нагревают до высоких температур, добиваясь тестообразного состояния поверхности. Затем создают давление ударами молота по лежащей на наковальне заготовке, чем и добиваются создания прочного неразъемного соединения.
Технологически кузнечная сварка включает следующие отдельные операции:
- обязательную подготовку свариваемой поверхности,
- термическое нагревание до строго определенной температуры,
- соединение концов заготовок путем ковки,
- заключительная проковка для придания заготовке необходимой формы.
Одним из важнейших условий успешной кузнечной сварки является температура. Ее необходимо улавливать по тону расцветки поверхности каления. Так, для железа температура в 1300⁰ C имеет ярко-желтую расцветку поверхности, а при достижении 1400⁰ C металл начинает светиться ярко-белым оттенком. Сразу по достижению необходимой температуры надо производить сварку ковкой, так как передержка будет приводить к пережогу металла и образованию большего слоя окалины.
Особенности кузнечной сварки
Способность соединяться путем термической диффузии под давлением при нагреве до пластического состояния у разных групп металлов и их сплавов очень различается.
Так, хорошо свариваются низкоуглеродистые стали с долей вкраплений углерода до 0,6%, при увеличении содержания углерода способность сваривания у железа значительно ухудшается.
Плохая свариваемость при кузнечной сварке характерна для многих легированных сталей, цветных металлов и их сплавов. А также все виды чугуна не поддаются термической соединению ковкой.
Основным препятствием для возможности соединения железа при нагревании является образование слоя окалины на нагреваемой поверхности, которая состоит из достаточно тугоплавких окислов FeO и Fe3О4, неспособных расплавляться при температурах начала размягчения поверхностного слоя. Для того, чтобы эти окислы как можно меньше мешали процессам сварки, будущую свариваемую поверхность покрывают различными флюсами кислотного характера. В основном для этого применяют поваренную соль, борную кислоту и прокаленную буру. Чаще вместо флюса используют традиционные материалы в виде простого стеклянного боя и мелкого речного или кварцевого песка.
Кузнечная сварка является достаточно сложным технологическим процессом и требует для проведения определенных знаний и навыков. К примеру, возможность кузнечной сварки сильно зависит от температуры и, если не достигнуть нужного предела термического расплавления поверхностных слоев, это приведет к непровару, а вот при чрезмерно перегретом металле произойдет пережог или даже расплавление, что не позволит добиться в обоих случаях прочного и качественного соединения деталей.
Способы кузнечной сварки
Есть несколько простых, не требующих особых подготовительных мероприятий, способов изготовления соединений с помощью кузнечной сварки, а именно:
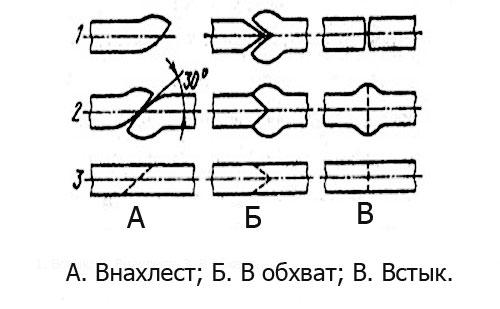
- встык;
- внахлест;
- в обхват.
Единственным обязательным условием при таких способах сварки является необходимость выполнения торцов заготовок в виде выпуклой формы и со значительными утолщениями на концах. Это обусловлено тем, что во время проведения кузнечной сварки (а именно — при термическом нагреве) активно образуется шлаковая пленка на свариваемой поверхности и для того, чтобы частицы шлака выдавливались наружу в процессе ковки заготовок и нужна выпуклость поверхности. А вот утолщенные свариваемые концы заготовок, прежде всего, нужны для самой технологии процесса и позволяют после ковки места сварки привести форму сечения заготовки к заданным размерам.
Более технологически сложными являются способы:
- сварки в расщеп, к примеру, для соединения стальных полос при изготовлении стальных шин для деревенских телег;
- сварки с шашками, которую в основном применяли при создании прочных соединений крупных по размеру деталей.
В первом случае концы полос подготавливают специально, оттягивая и разрубая так, чтобы их перед сваркой можно было соединить с перекрытием, а затем, после нагрева до нужной температуры, с помощью ковки с обоих сторон сваривают.
Во втором случае, в ходе подготовки места будущей сварки выполняют в виде углов в 30 или 40 градусов и той же угловой формы изготавливают дополнительные детали для вставок, которые и называют шашками. Далее, всю конструкцию доводят до сварочной температуры и с помощью молота и наковальни придают соединению прочность и нужную форму.
Сферы применения
Кузнечная сварка является древним ремеслом и по сегодняшний день широко используется художниками и мастерами кузнечных дел. Так, наряду с горячей или художественной ковкой, ими применяется и художественная сварка для создания различных декоративных и дизайнерских изделий из металлов.
А также такой способ сварки используют в кузницах для производства разного рода составного инструмента, к примеру, топоров, плугов и другого сельскохозяйственного инвентаря.
Промышленное применение кузнечной сварки постепенно утрачивает свои позиции. Это связано с рядом существенных недостатков. Таких, как:
- медленный нагрев,
- относительно слабая прочность,
- малая производительность,
- неоднородность процессов осадки,
- требовательность в квалифицированных мастерах.
Хотя все-таки остались области промышленности, где кузнечная сварка остается востребованной. К примеру, для производства стальных водопроводных труб с небольшим до 100 мм в диаметре. Для этого полосовую сталь нагревают в термических печах и прокатывают через свертыши, а в конце процесса протаскивают через специальные волочильные оправки с большой скоростью, за счет чего и происходит сварка давлением продольного шва трубы.
Используют промышленную технологию кузнечной сварки для получения многослойной структуры стали, для изготовления биметаллических пластин путем совместного проката разогретых заготовок через вальцы или прессования в вакуумных термических камерах.
Оборудование и расходные материалы
Для того, чтобы самостоятельно заняться кузнечной сваркой и горячей художественной ковкой, вам понадобится не так много оборудования и инструментов для организации небольшой кузницы.
Итак, для работы полноценной кузнечной мастерской вам придется приобрести:
- переносной и стационарный горн, т. е. специальное приспособление для нагрева металла до нужной температуры (на крайний случай подойдет простой бензиновый автоген);
- несколько видов наковален: большая и маленькая, однорогая и двурогая, которые необходимо с особой прочностью разместить в мастерской;
- разных размеров кузнечные клещи;
- различного вида молоты, размерами от хорошей кувалды до слесарного молотка;
- две емкости для охлаждения: одну под воду, другая — под масло.
Дополнительно, возможно, будут нужны различные скребки, формы, подставки, инструмент для сгибания заготовок и многое другое.
Обязательно стоит позаботиться о пожарной безопасности и об индивидуальных средствах защиты, таких как очки, кожаный фартук и холщевые рукавицы.






