Технология защиты металла лужением, работа паяльником

Лужение – это технология антикоррозийной защиты металла от взаимодействия с окружающей средой. Роль барьера выполняет тонкий слой олова или сплавы на его основе. Защитная металлическая пленка, наносимая на заготовку, называется «полуда». В некоторых случаях данный метод используют в качестве подготовительной процедуры перед паяльными работами.
В статье можно найти развернутый ответ на вопрос, что такое технология лужения. Также будут рассмотрены способы выполнения обработки и особенности технологического процесса.
Оглавление
Назначение и преимущества
Лужение металла оловом применяется в следующих отраслях промышленности:
- Электроника и радиотехника. Олово защищает платы от коррозии.
- Авиация и машиностроение. Многие элементы конструкции станков и летательных аппаратов подвергают обработке.
- Кабельно-проводниковая. Помимо резиновой изоляции олово предохраняет металлические проводники от воздействия серы, которая содержится в резине и пластике.
- Пищевая. Практические все кухонные принадлежности, имеющие отношение к приготовлению пищи, защищают с помощью специального пищевого олова, которое не несет угрозы для здоровья человека. Также оловом покрывают емкости, предназначенные для изготовления консервов: это увеличивает срок их хранения – многие солдаты срочной службы помнят советскую тушенку пятидесятых годов, которая до недавних пор находилась на военных складах как неприкосновенный запас.

Оловянное покрытие используют в качестве средства предварительной обработки подшипников перед их заливкой баббитом. Также лужение – неотъемлемая часть технологической цепочки выполнения беззазорного соединения, которое называют фальцевым швом.
Однако наибольшую популярность технология лужения приобрела в качестве средства для предварительной подготовки перед пайкой. Это обусловлено следующими причинами:
- Производительность. Современные технологии позволяют выполнить лужение большого числа элементов за короткий промежуток времени – недаром его активно применяют на массовом производстве.
- Надежность. Химическая инертность олова обеспечивает надежную защиту от влаги, солей и органических кислот.
- Стойкость покрытия. Олово и его сплавы обладают высокой адгезией к любой к металлической поверхности. Пластичный слой не разрушается под действием механической обработки детали.
- Термостойкость. Луженое покрытие выдерживает значительные перепады температур.
Металлы и сплавы для лужения
Технология обработки металлических поверхностей зависит от типа базового материала. Например, лужение алюминия выполняется чистым оловом, без посторонних примесей. Металл необходимо предварительно нагреть до 180 °C, после чего приступают к покрытию изделия. Для обработки алюминиевых элементов запрещено применять какие-либо флюсы.
Для лужения применяют следующие металлы и сплавы:
- Олово и оловянные сплавы. В природе отсутствует олово в чистом виде. Оно встречается в виде соединений с серой, сурьмой, медью, железом и прочими элементами, которые влияют на технические характеристики элемента. Мышьяк или сурьма делают олово хрупким, а высокое содержание меди повышает твердость, но снижает пластичность. Существует несколько сплавов, применяемых при выполнении работ. Они отличаются сферой использования. Сплавом, который содержит олово, никель и железо, покрывают продукцию для пищевой промышленности. Комбинацией олова, свинца и цинка лудят заготовки из металла или стали. Для декоративной обработки применяют смесь олова и висмута. Данный сплав придает поверхности яркий блеск.
- Хлористый цинк. Применяют в качестве флюса при лужении и пайке. Он выпускается в виде кусков или брусков небольшой величины. В промышленных масштабах хлористый цинк получают путем обработки чистого металла соляной кислотой.
- Двухлористое олово. Является базовым компонентом при лужении электрохимическим методом.
В качестве вспомогательных материалов используют хлористый аммоний и едкий натр.
Основные способы лужения
Существуют два метода нанесения защитного покрытия:
- горячий;
- гальванический.
Рассмотрим их подробнее.
Горячее лужение
Горячее лужение считают классическим способом, поскольку именно с него начиналось развитие технологии. В зависимости от условий выполнения работ защитный слой может быть нанесен двумя методами:
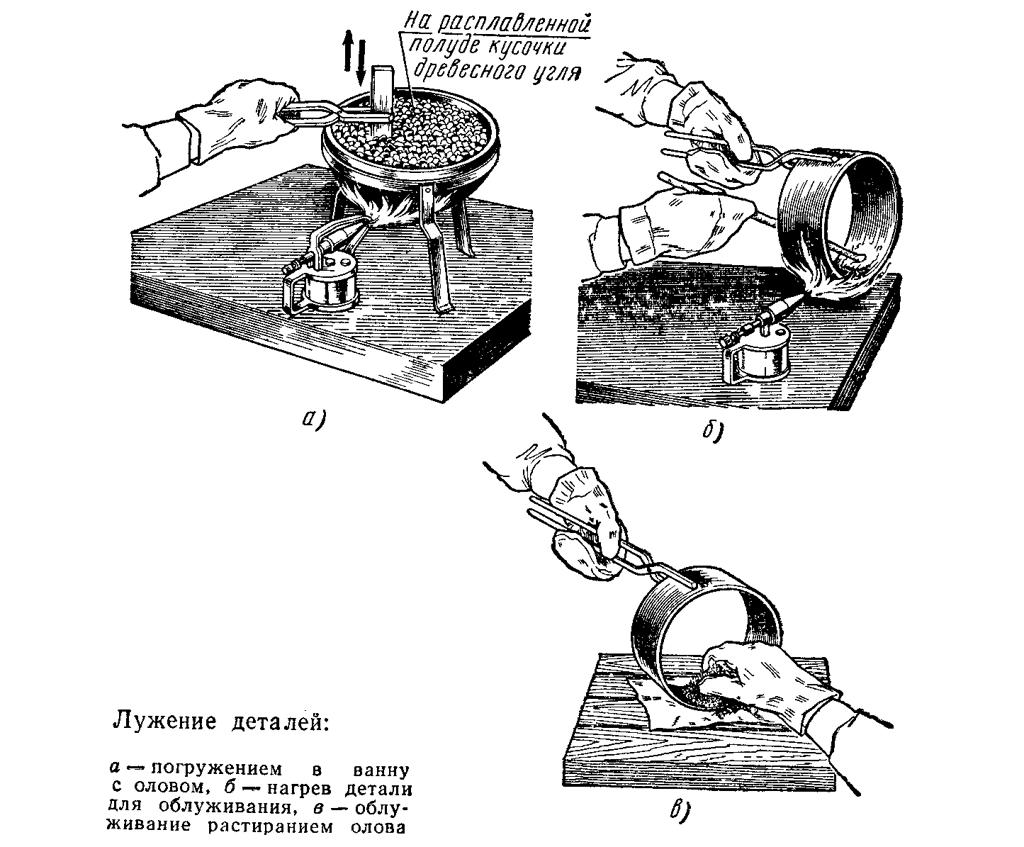
- Погружение. Заготовку опускают в резервуар с оловом, нагретым до рабочей температуры.
- Растирание. Сплав наносят непосредственно на подготовленную деталь, после чего равномерно распределяют по всей поверхности.
Горячий способ отличается своей простотой. Для выполнения работ не нужно приобретать специального инструмента или обладать профессиональными знаниями. Основной недостаток – неравномерное покрытие заготовки. Это справедливо как для погружения, так и для растирания. Особенно ярко он проявляется при обработке деталей со сложной криволинейной поверхностью.
Кроме того, данный способ особенно требователен к чистоте рабочего сплава. Чужеродные элементы, попадающие в рабочую смесь, удалить практически невозможно.
Гальваническая обработка
Гальваническое лужение – современный способ нанесения покрытия. Раствор при гальванической обработке может иметь щелочную или кислотную основу. Независимо от типа электролита катализатором процесса является электрический ток, который активизирует рабочий процесс. К положительным сторонам рассматриваемого метода относят:
- равномерное распределение сплава по всей плоскости;
- толщина слоя регулируется с помощью изменения параметров тока;
- отсутствуют ограничения по сложности поверхности обрабатываемых изделий;
- экономный расход смеси;
- защитный слой обладает лучшими параметрами.
Единственный минус данного способа – высокая себестоимость, поскольку рабочий процесс сопровождается большим расходом энергии, а для контроля необходимо постоянное присутствие специалиста высокой квалификации.
Технология лужения металла
Процесс лужения разделяют на два этапа:
- Предварительная подготовка поверхности.
- Обработка изделия.
Технология выполнения работ такова, что малейшая небрежность на любом этапе окажет сильное влияние на результат. Некачественная подготовка изделий влияет на адгезию слоя олова, покрывающего металл: он прослужит гораздо меньше положенного срока. При ошибках в процессе обработки металла слой полуды не будет иметь заданной толщины и не сможет справиться с поставленными задачами. Свои нюансы имеются на всех стадиях выполнения работ.
Подготовка изделий
От степени чистоты поверхности зависит прочность антикоррозийной защиты и надежность крепления припоя. Стандартный способ подготовки плоскости – механическая обработка металлическими щетками и специальными насадками на болгарку.

Допускается применение пескоструйной обработки, а также прочих методов абразивной очистки.
Для финишной обработки применяют мелкозернистые абразивные полотна, чтобы получить максимально гладкую поверхность.
В качестве химических очистителей используют предварительно разогретые натриевые составы. Непосредственно перед проведением обработки проводят процедуру травления с помощью серной кислоты.
Растирание и погружение
В процессе растирания расплавленного олова по поверхности используют специальный флюс, в состав которого входят хлористый аммоний и цинка хлорид. Алгоритм применения флюса выглядит следующим образом:
- Хлорид цинка наносят на поверхность и разогревают паяльной лампой или иным доступным способом.
- По достижении точки кипения в соль добавляют припой, который расплавляется под воздействием высокой температуры.
- Следом добавляют порошок хлористого аммония.
- Состав равномерно распределяется по рабочей поверхности.

При погружении применяют специальные лудильные емкости, в которых олово достигает рабочей температуры. Толщина защитного слоя зависит от продолжительности времени нахождения изделий в ванной.
Лужение и пайка
Лужение поверхности позволяет выполнить пайку и существенно упростить данный процесс. Для выполнения работ необходимо подготовить следующие инструменты:
- Горелка или другой источник огня.
- Паяльник.
- Расходные материалы.

Расходными материалами для выполнения работ является флюс, припой и канифоль. Лужение паяльником выполняют путем расплавления припоя горячим наконечником инструмента. Благодаря физическим свойствам олова для этого не требуется интенсивной обработки. Под действием температуры припой становится жидким, стекая на рабочую поверхность, образуя паяльную ванну. Распространение рабочего состава регулируется движением паяльника.
После использования всего состава рабочую плоскость протирают ветошью. Это необходимо сделать сразу же, пока поверхность еще горячая. Данная процедура поможет равномерно распределить состав.
Лужение кузова автомобиля
Лужение кузова оловом выполняют при так называемом жестяном ремонте транспортных средств. Данная технология применяется с 30-х годов XX века.

Для выполнения работ следует тщательно подготовить обрабатываемую поверхность. Она не должна содержать следов краски, масла или чужеродных частиц.
Во избежание окисления элементов кузова используют флюс на основе хлорида цинка.
На обработанный участок наносят защитный оловянный слой. Для этого выпускается специальная паста для лужения автомобилей.
После всех процедур выполняют пайку элементов кузова.
Защита металлических изделий слоем олова – необходимая процедура, которая предшествует пайке. Сплав обеспечивает надежную защиту от агрессивного воздействия кислот и солей. Наиболее прогрессивным способом нанесения покрытия считают гальванический метод. Горячую технологию используют преимущественно для домашних работ радиолюбители.
А вы пробовали выполнять обработку поверхности оловом самостоятельно? Расскажите, добились ли вы необходимого качества и с какими трудностями столкнулись в процессе выполнения работ.






