Правила обозначения сварки на чертежах по ГОСТ
Техническая документация — это своеобразная книга для конструкторов, проектировщиков, инженеров, мастеров и рабочих. Составляется (пишется) по определенным правилам и требованиям. Это требуется для правильного понимания изложенной информации. Одна из областей технического текста — обозначение сварных швов на чертежах.
Оглавление
Что такое сварной стык
Сварочный процесс — технологическая операция образования монолитного соединения. Зона, где происходило расплавление и застывание материала стыкуемых деталей, называется сварным швом.
Виды
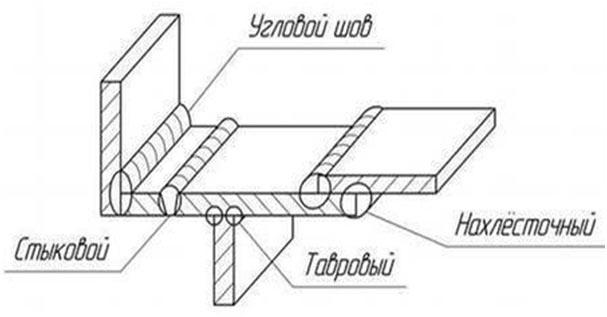
Сварной стык подразделяется:
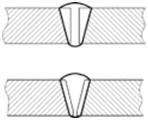
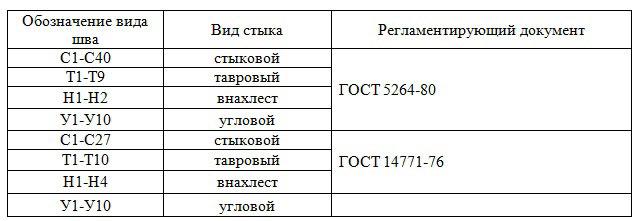
- Стыковой. Соединение образовано по торцевым поверхностям деталей. Осуществляется с обработкой кромок и без оного. Маркировка «С».
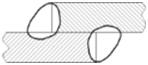
- Нахлесточный. Плоскости деталей параллельны друг другу и частично заходят одна на другую. Маркировка «Н».
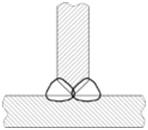
- Тавровый. Торец детали примыкает к плоскости другой детали под углом. Шов располагается вдоль стыка. Маркировка «Т».

- Угловой. Основные плоскости стыкуемых деталей в зоне сварки расположены под углом друг к другу. Маркировка «У».


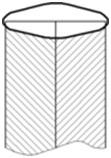
- Торцовый. Полуфабрикат прижат боковыми поверхностями. Шов образован наплавлением металла на торцы изделий.

Шов выполняется:
- Односторонний. Наплавление осуществляется с одной из сторон соединения (стыка).
- Двусторонний. Обработка происходит с двух сторон.
Необходимость обозначения сварки
Любая конструкция состоит из отдельных деталей (узлов), соединенных между собой тем или иным способом. Один из них — сварка. Стык обладает своими характеристиками, влияющими на работоспособность изделия в целом.
Обозначение сварки на чертеже — это пояснение способа стыковки, формы шва и его геометрические параметры, способ выполнения и другая дополнительная информация. Грамотный инженер почерпнет дополнительные сведения:
- о прочности — соединение сплошное или прерывистое; кроме этого, в зоне шва образуются термические напряжения;
- о размерах и форме наплавленного металла;
- герметичности стыка;
- время выполнения соединения — до монтажа или в его процессе, и другое.
Расшифровка технической аббревиатуры
Изучение обозначения сварного шва на чертеже можно выполнить двумя способами:
- начать с азов — чтения специальной литературы, в том числе ГОСТов (аналог — изучение букв по Азбуке);
- пойти от обратного, то есть начать с рассмотрения примеров как обозначается сварка на чертежах, с постепенным углублением своих знаний.
Примеры
Маркировка сварочного стыка регламентируется ЕСКД. В нее входит:
- ГОСТ 2.312-72.
- ГОСТ 5264-80.
- ГОСТ 14771-76.
Пример 1.
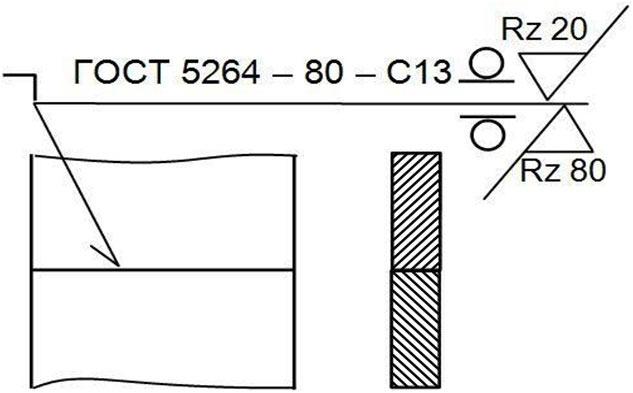
 стыковку производить при подгонке полуфабриката на месте монтажа;
стыковку производить при подгонке полуфабриката на месте монтажа;- ГОСТ 5264-80 — регламентирующий документ; обозначает, что соединение осуществлено посредством электродуговой сварки;
- С 13 — стык с изогнутой фаской на одном скосе;
 произведено снятие усилия (термического внутреннего напряжения) с двух сторон;
произведено снятие усилия (термического внутреннего напряжения) с двух сторон;- лицевая сторона отшлифована до чистоты поверхности Rz20; обратная сторона — до Rz80.
По ГОСТ, сварной стык обозначается в технической документации выносной стрелкой:
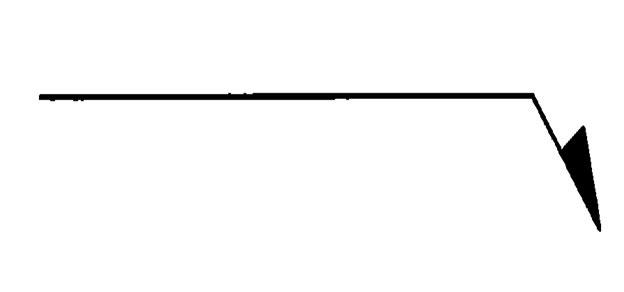
Расположение надписи сверху стрелки, ниже ее или с обеих сторон показывает на расположение соединения:
- с лицевой части детали;
- с обратной (невидимый стык);
- двусторонняя обработка.

Надпись и стрелка обозначают обратную (закрытую) или лицевую часть, соответственно.
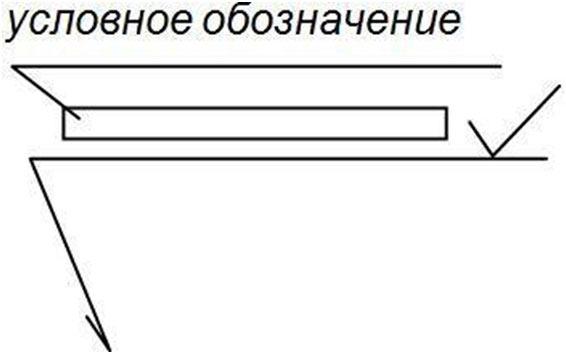
Пример 2.

- Выполнен с одной стороны, с загибом края, разомкнутый контур, по нормативам ГОСТ 5264-80, электродуговая сварка.
Пример 3.
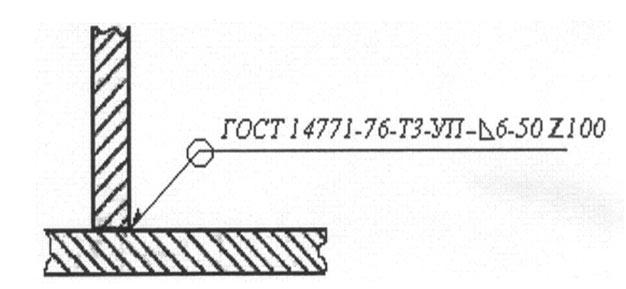
- — соединение произведено по сплошной линии в виде кольца;
- ГОСТ 17771-76 — сварка в облаке газов;
- Т3 — тавровый стык с обработкой каждой из сторон; разделка кромок отсутствует;
- УП — газообразная окись углерода, расплавляемый электрод;
- 6 — величина катета сварочного стыка 6мм;
- Периодическое исполнение с проваренным сплошным участком 50мм в шахматном порядке (Z), шаг 100мм.
Маркировочные знаки условно чертят над (под) полочкой выносной стрелки:
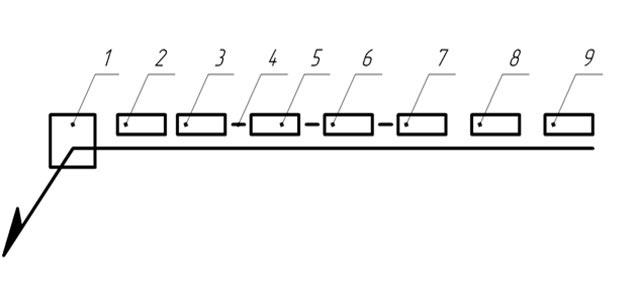
- поз. 1 — (
 , ) дополнительное обозначение монтажных условий, замкнутость шва;
, ) дополнительное обозначение монтажных условий, замкнутость шва; - поз.2 — ГОСТ, норматив на вид, конструкцию части элемента стыка;
- поз.3 — маркировка буквами и цифрами по регламентирующей документации;
- поз.4 — дефис;
- поз.5 — варианты сварных связок (ручная электродуговая — Р, на автоматическом оборудовании — А, механическая с применением флюса — П, в среде инертных газов — П3, электрошлаковая — Ш ) могут не указываться;
- поз.6 — , размеры катета в мм;
- поз.7 — величина прерывистого соединения в мм;
- поз.8 — дополнительные знаки, кроме , ;
- поз.9 — показатель чистоты поверхности шва по Rz при его механической обработке.
Применяемые вспомогательные знаки
- — применяется при требовании о выравнивания поверхности стыка;
 — обеспечить сглаженный переход на основную поверхность посредством механической шлифовки подтеков металла и неровностей;
— обеспечить сглаженный переход на основную поверхность посредством механической шлифовки подтеков металла и неровностей;
 — неразъемное соединение выполняется по разомкнутому контуру;
— неразъемное соединение выполняется по разомкнутому контуру;
- , — стык выполнен в виде замкнутого сплошного контура;
- — сварочную операцию произвести при подгонке детали по месту;
 — прерывистое соединение с периодическим типом месторасположения сварочной ванны;
— прерывистое соединение с периодическим типом месторасположения сварочной ванны;
 — разрывной стык, шахматное расположение сварной ванны.
— разрывной стык, шахматное расположение сварной ванны.
Обозначение сварки (выдержки из нормативной документации) по отличающимся способам операций (ручной электродуговой, аргоновой) сведены в таблицу:
Способы выполнения сварочного шва отражены в ГОСТ:
- А — стыковка посредством автоматики с флюсом при отсутствии подкладки, подушки, без предварительного шва;
- Аф — сварка на автомате с использованием флюса и подущки на его основе;
- ИН — стыковка осуществляется посредством тугоплавкого электрода из вольфрамового сплава в облаке газов без добавления дополнительного материала;
- ИНп — стыковка производится электродом из вольфрама в облаке инертных газов с добавлением добавочного материала;
- ИП — применение расплавляющегося электрода в облаке газов;
- УП — соединение в среде окиси углерода посредством расплавляющегося электрода.
В целом, расшифровывать и читать обозначение сварных швов в документации почти тоже самое, что учиться читать по Азбуке или Букварю. Требуется запомнить регламентирующие документы (ГОСТ) и грамотно расшифровывать обозначения, приведенные на чертежах.

 (6 оценок, среднее: 4,50 из 5)
(6 оценок, среднее: 4,50 из 5)




