Специфика процесса орбитальной сварки
Неповоротные стыки труб свариваются особым способом, более известным как орбитальная сварка. Сам процесс аналогичен дуговой сварке при помощи обычных электродов с применением защитного газа (аргона или водорода). О специфике процесса, отличиях данного способа и используемом оборудовании — далее.
Оглавление
Особенности вида сварки
Оборудование для неразъемного соединения неповоротных стыков труб имеет возможность вращаться вокруг металлического изделия, тогда как само изделие неподвижно. Поэтому способ получил такое название. Вращение устройства вызывает некоторое действие на сварочную ванну, что требует своевременное изменение установленных параметров. Чаще всего орбитальная сварка труб применима при монтаже трубопроводов в ограниченных условиях, где либо у сварщика нет возможности расположиться комфортно, либо свободное место не позволяет разместить громоздкое оборудование.

Базовым сегментом всей работы выступает дуговая сварка неплавящимися в среде инертных газов электродами. Самые известные смеси — аргон с водородом, либо с гелием или чистый аргон. В зависимости от соотношения компонентов, можно добиться увеличения скорости сваривания заготовок, повысить глубину провара или минимизировать количество брызг на поверхности.
Сварное оборудование для орбитальной сварки напоминает аргонодуговой аппарат, однако отличается повышенной производительностью и мощностью.
Компоненты системы для работы
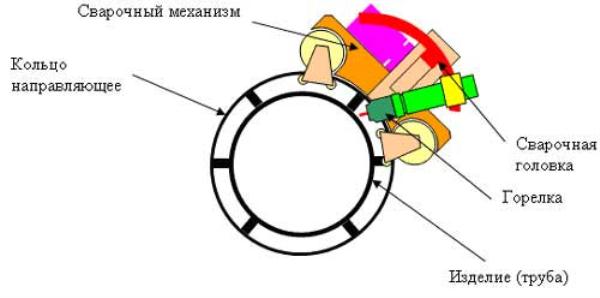
Оборудование имеет два основных элемента:
- источник тока;
- орбитальную голову.
Задача первого — подача электрического тока к месту контакта и контроль за параметрами процесса. Второго — вращение горелки (электрода), обеспечение непрерывного цикла работы. Отсутствие одного из элементов делает процесс невозможным.
Сегодня в качестве источника тока используется инвертор, за счет которого проводится контроль:
- силы тока;
- частоты вращения головки;
- расхода газа;
- скорости подачи проволоки.
Также задача инвертора — установка профиля шва, программирование режима работы исходя из диаметра труб, материала и используемого газа.
Орбитальная голова (иначе именуемая просто сварочной) бывает двух видов:
- закрытая;
- открытая.
Первые используют в закрытых камерах, предварительно наполняемых инертным газом для защиты свариваемых и сварных элементов. Достоинством головок данного типа является надежность процесса — даже нарушение герметизации стыка деталей не влияет на целостность и качество шва, ведь туда не попадет кислород.
Вторые головы используются при соединении толстых деталей, которым необходим наполнитель, а цикл повторяется многократно с использованием оного. Рабочий элемент горелки наклоняется под разными углами, а это облегчает сварку угловых участков и небольших заготовок.
При работе головок обычно используется вольфрамовый электрод, а сам элемент включает ограничитель — контролер длины дуги.
Отличия орбитальной сварки от ручной
К числу основных отличий относятся:
- Возможность поворота орбитальной головки на угол до 360 градусов вокруг обрабатываемой детали.
- Минимизация усилий оператора (ручного труда) за счет внедрения в современные устройства компьютерного управления.
- В 90% случаев используются вольфрамовые электроды.
Во многом чистота аргона определяет эффективность всего процесса. Например, для работы в обычных промышленных условиях используют газ чистотой 99,95%. Орбитальная же сварка нержавеющих труб иногда требует аргона ультравысокой частоты (до 99,9998%).
Используемое оборудование
 Для орбитальной сварки применяется вольфрамовый электрод, параллельно с которым подается холодная проволока. Распространенные типы — аргонодуговая и TIG (ручная дуговая) сварка.
Для орбитальной сварки применяется вольфрамовый электрод, параллельно с которым подается холодная проволока. Распространенные типы — аргонодуговая и TIG (ручная дуговая) сварка.
Для заготовок диаметром от 8 до 275 мм подходит головка открытого типа. Возможна ли орбитальная сварка труб малого диаметра? Высокая точность ручной дуговой сварки позволяет утвердительно ответить на вопрос. При помощи головок свариваются даже миниатюрные трубы диаметром от 1,6 мм.
Правила работы
Теперь — пара слов о контроле процесса. При орбитальной сварке необходимо следить за рядом параметров, а также провести небольшую подготовительную работу. В частности:
- зазор между заготовками не превышает 5% от толщины трубы, иначе качество шва ухудшится;
- аналогичное отклонение допустимо в отношении толщины стенки в районе сварки;
- подготовить и использовать зажимы, стенды, позволяющие выстроить рядом две трубы.
Широкий спектр возможностей орбитальной сварки сделал ее востребованной в машиностроении, электротехнике, пищевой промышленности, судостроении, аэрокосмической отрасли, фармацевтике. Автоматизированный процесс востребован при строительстве ТЭС и ТЭЦ. Здесь применяется дорогостоящее оборудование ценой около миллиона рублей. Для работы с трубами малых диаметров достаточно приобрести съемную головку не дороже нескольких сотен рублей.
Если вам известны нюансы работы с оборудованием для орбитальной сварки или другие особенности вопроса, поделитесь своим опытом в обсуждении к статье.






