Что такое притирка и доводка металла
В обиходе термины «притирка» и «доводка» уже давно используются как синонимы, хотя их значение точно регламентируется ГОСТ 23505-79. Согласно данному нормативному документу доводка — это одна из разновидностей шлифования абразивным инструментом, при котором он одновременно совершает вращательные и возвратно-поступательные движения. А притирка — это доводка с применением конкретного типа технологического инструмента, называемого притиром. В ГОСТ также указывается, что замена этих терминов в технической литературе недопустима.
Притиркой производят окончательную (финишную) обработку деталей, поверхность которых должна соответствовать классам шероховатостей от 8 до 14, т. е. иметь среднее арифметическое значений поверхностных впадин и выступов (Ra) от 0.8 до 0.01 мкм. При такой шероховатости их сопряжение непроницаемо для жидкостей и газов. Поэтому притирку деталей используют для обработки плунжеров пневмо— и гидроцилиндров, затворов пробковых кранов, клапанов двигателей внутреннего сгорания, плоскостей измерительного инструмента и пр. В профессионально-технических учебных заведениях основы притирочной технологии преподают в составе курса «Слесарное дело», поэтому раньше эта рабочая специальность называлась «слесарь-притирщик». Не так давно Минтруда был утвержден новый профессиональный стандарт, и теперь она носит название «доводчик-притирщик».

Оглавление
Суть технологии и описание процесса
В основе притирочной технологии лежит процесс механического или химико-механического удаления микровыступов с поверхности обрабатываемой детали посредством применения твердых, порошковых и пастообразных абразивных материалов. При обработке плоских и криволинейных поверхностей притиранием должны обеспечиваться не только параметры шероховатости, но и заданные показатели по линейным размерам. Поэтому точность результирующей поверхности во многом зависит от точности и жесткости применяемого притира, а также вида и размера абразивных зерен.
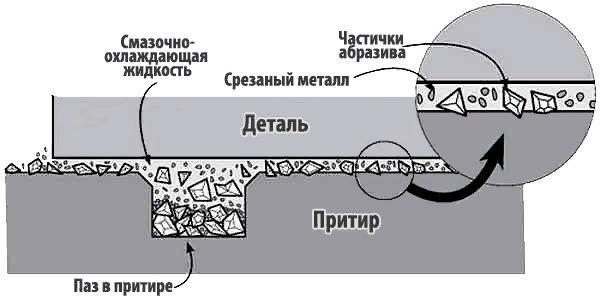
Самый распространенный вид притиров — это изготовленная с высокой точностью чугунная притирочная плита с пазами, которые служат для отвода излишков абразива и срезанных частиц металла. Перед началом притирки на нее наносят абразивный порошок, смешанный со смазочно-охлаждающей жидкостью. Твердость притирочной плиты всегда выше, чем у обрабатываемого металла. Поэтому тонкий слой абразива, которым деталь и плита отделены друг от друга, при определенном давлении на деталь во время ее возвратно-поступательного движения будет срезать микровыступы более мягкого металла (см. рис. ниже).
По технологической классификации такие способы доводки делятся на два вида притирок: непосредственно с использованием притира и взаимная притирка двух сопрягаемых деталей между собой. Первый вид также делят на подвиды по типу обрабатываемой поверхности: наружная, внутренняя, круглая, плоская. В отдельный подвид обычно выделяют взаимную притирку боковых поверхностей зубьев шестерен.
От траектории движения детали в процессе притирки зависит равномерность распределения по ее поверхности заданной шероховатости. В зависимости от технологических особенностей такие перемещения могут быть круговыми, спиральными, по восьмерке и т. п. Соответственно, чугунные плиты, на которых предполагается доводить разнообразные по своим характеристикам детали, выпускаются с различными конфигурациями пазов. Чаще всего это сетка из прямоугольников или многоугольников, но также популярны и другие (иногда весьма замысловатые) варианты (см. фото ниже).

Используемые материалы
Все притирочные материалы вне зависимости от их консистенции состоят из двух компонентов: абразивные зерна и связующие вещества. Основные характеристики первых:
- зернистость (размер зерна в микронах);
- форма (многогранные, округлые, иглообразные, пластинчатые и пр.);
- минеральный состав (основные компоненты, добавки, примеси);
- абразивная способность.
По своей твердости абразивные материалы делятся на три группы:
- Сверхтвердые. Сюда относят алмазы природные и искусственные, эльбор, а также электрокорунд белый и нормальный. Они предназначены для притирочных работ по сверхтвердым материалам, металлокерамике, особым видам стали и сплавов цветных металлов.
- Твердые. В эту группу входят карбид бора и карбид кремния. Их применяют при притирке деталей из закаленной стали, твердых сталей, чугуна и сплавов цветных металлов.
- Мягкие. К ним относятся электрокорунд титанистый, окиси хрома, алюминия и железа, а также известь венская. Эти абразивы подходят для обработки отдельных металлов, а также пластика, стекла и мягких керамических материалов.
Среди мягких абразивных материалов, пожалуй, самым известным является зеленая паста ГОИ, которая есть, наверное, у каждого домашнего мастера. Она изготовлена на базе оксида хрома, а ее название — это аббревиатура места, где она была разработана: Государственный оптический институт.

Состав связующих смесей (связок) выбирается в соответствии с физическими свойствами материала обрабатываемой поверхности и классом необходимой шероховатости. Выделяют три основные группы связок: твердые, пасты и суспензии. На основе твердых связующих и сверхтвердых абразивов производятся монолитные притиры-бруски. К этой группе относят металло-силикатные, бакелитовые, электролитические и бронзовые связки. При выборе притира на основе таких связующих необходимо учитывать их твердость. Если притирочный брусок чересчур мягкий, то он подвержен быстрому износу. Если же слишком твердый — не будет происходить самозаточки абразива, и он будет быстро забиваться. К примеру, при притирке стали рекомендуют применять бруски, твердость которых в полтора-два раза ниже обрабатываемого материала.
В состав паст и суспензий входит довольно ограниченное количество видов связующих материалов. В первую очередь сюда относятся стеарин, силикагель, технический жир, парафин, керосин, а также технические масла (веретенное, вазелиновое). Жидкая составляющая в притирочных суспензиях — это, как правило, вода и керосин (иногда в смеси с олеиновой кислотой). Состав абразива в этих видах материалов в зависимости от их назначения может составлять от 15 до 50%. Промывку изделий после притирки обычно производят керосином или водой.
Оборудование и инструменты для притирки и доводки металла
В зависимости от конфигурации и размеров обрабатываемых поверхностей, а также задач производства, притирочные операции выполняют вручную или с использованием станочного оборудования. При этом, кроме самих притиров, могут использоваться различные приспособления и оснастка. Конструкция притирочного инструмента зависит от формы обрабатываемой поверхности и технологических особенностей конкретного вида притирки. Как правило, выделяют следующие типы притиров:
- плоские (плиты, бруски, диски);
- цилиндрические с наружной рабочей поверхностью (гладкие и с канавками);
- цилиндрические охватывающие (в т. ч. регулируемые);
- фасонные (угловые, с пазами, с направляющими и т. п.);
- специальные (раздвижные, двусторонние и другие).
Машинная притирка используется в качестве операции доводки при серийном производстве. Ее выполняют на специализированных станках или же на сверлильном, токарном и фрезерном оборудовании, оснащенном специальным притирочном инструментом и оснасткой, которые чаще всего предназначены только для определенных видов притирок. Притирочный станок, как правило, передает вращательное или возвратно-поступательное движение одному или нескольким притирам, а деталь крепится в специальной оснастке. При массовом производстве большое количество одинаковых деталей (клапана, втулки и прочих) фиксируются в специальных приспособлениях, которые называются сепараторами, и притир обрабатывает их все одновременно.

Ручную притирку, в основном, применяют при единичном изготовлении деталей и ремонте различного оборудования (запорной арматуры, блоков двигателей, измерительного инструмента и пр.), когда к шероховатостям обрабатываемых поверхностей предъявляются не слишком высокие требования. В этих случаях также используют ручные притирочные машинки и специальные насадки на пневмо— и электроинструмент. Если судить по видеороликам на YouTube, то самая распространенная операция с использованием таких насадок — это притирка клапанов автомобильного двигателя.
В технической литературе встречается такой термин, как «притирочный молоток». Несмотря на созвучие, к финишной обработке поверхностей по высшим классам шероховатости этот инструмент не имеет никакого отношения — он применяется только при работе с деревянным шпоном.
По результатам поиска в Интернете создается впечатление, что домашние мастера используют притирку исключительно при ремонте автомобильных двигателей (клапанов, головки, блока цилиндров). Если кто-то знает о других случаях применения притирочных технологий при самостоятельном выполнении ремонта оборудования, поделитесь, пожалуйста, информацией в комментариях к данной статье.

 (3 оценок, среднее: 4,00 из 5)
(3 оценок, среднее: 4,00 из 5)




