Современные способы раскроя листового металла

В зависимости от решаемых задач при изготовлении заготовок, в различных областях промышленного производства раскрой металла может выполняться с разной степенью точности. Сотые доли миллиметра необходимые в точном машиностроение, автомобилестроении и авиации, не обязательны для строительства с допусками в 1мм и более.
Но в любом случае, точная порезка металла сократит трудоемкость изготовления, так как операции по доводке фрезеровкой уже не понадобятся.
Оглавление
Наиболее распространенные способы
- Рубка гильотиной. Разнообразие видов оборудования на рынке позволяет качественно выполнять резку металла от 0,45 мм до 2,5мм простым механическим устройством, до 20 мм электрическими или пневматическими гильотинными ножницами. Гильотинные ножницы выполняют чистый прямой рез, толщина пропила в зависимости от класса оборудования может быть разной.
Недорогие механические гильотины, как станок для раскроя листового металла, популярны в строительстве для и изготовления деталей кровли из оцинкованного листа или металлочерепицы, оконных отливов и карнизных свесов, обшивки парапетов.
Гидравлические, пневматические и электромеханические гильотины используется в технологическом цикле при изготовлении листового проката, для мерной порезки профилированных листов, раскроя рулонного металла. Основной недостаток — только прямой рез.

- Резка металла ленточными и дисковыми пилами. Наиболее известный инструмент, очень популярный для решения задач, не требующих высокой точности — углошлифовальная машина «болгарка». Стационарные пилы с большим диаметром дисков дают более точные размеры и активно используются при мелкосерийном изготовлении металлоизделий в промышленности и строительстве. Толщина пропила составляет до 8 мм, что следует учитывать при раскрое. Одно из главных преимуществ — возможность резки под углом, фигурный криволинейный рез получить очень затруднительно.
- Просечные прессы. В зависимости от мощности, применяются в промышленном производстве и изготовлении строительных алюминиевых конструкций, или же для финишной обработки листового проката, при изготовлении, например, просечно-вытяжных листов.
- Газокислородная резка. Благодаря высокой производительности наиболее популярный вид раскроя металла. Применяется во всех отраслях промышленности. Недостатком является широкий рез с окалиной и неровностями, невозможность раскроить тонкий листовой прокат
Общее свойство для вышеперечисленных методов — одинаковый принцип обработки и для черного, и для цветного проката и нержавейки. Исключение — алюминиевый лист при газокислородной резке.
Лазерная и плазменная резка
Одним из главных достоинств, кроме высокой производительности плазменной и лазерной резки металлов является возможность выполнения сложного фигурного реза в листовом материале.
Раскрой проката плазморезом
Плазменный раскрой металла выполняется посредством интенсивного нагревания металла вдоль реза энергией электродуги с последующим удалением расплава плазменным потоком. За счет высокой температуры режущего потока ионизированного газа (15-30 тыс. градусов Цельсия), метод обладает высокой скоростью резки. Это наиболее эффективный термический способ резки листового металла.
Перечисляя достоинства плазменного раскроя металла, кроме высокой точности реза, стоит отметить:
- Возможность раскроя заготовок сложной формы, в том числе по шаблону;
- Отсутствие термальной деформации листа;
- Высокую повторяемость для однотипных деталей, с допуском по контуру до 0,5мм;
- Экологичность и безопасность процесса;
- Возможность обработки черного и цветного проката, нержавейки с большим диапазоном толщин.
Плазменный раскрой листового металла возможен для:
- Алюминиевого проката толщиной до 120 мм;
- Меди и сплавов (бронзы) до 80 мм;
- Легированных сталей — до 50 мм.
Различия по максимально возможной толщине обработки связаны с различной теплопроводностью цветных и черных металлов. С увеличением толщины листа, экономическая целесообразность снижается в связи с большим расходом ресурсов (электротока).
К недостаткам плазменного раскроя можно отнести:
- Увеличение твердости кромок в результате термического нагрева;
- Зону побежалости, радужного изменения цвета, по краям реза.
На рынке представлено оборудование разного класса, в том числе и для ручной плазменной резки. Раскрой черного и цветного металла выполняется контактными аппаратами, электродуга возникает между электродом и обрабатываемым листом.
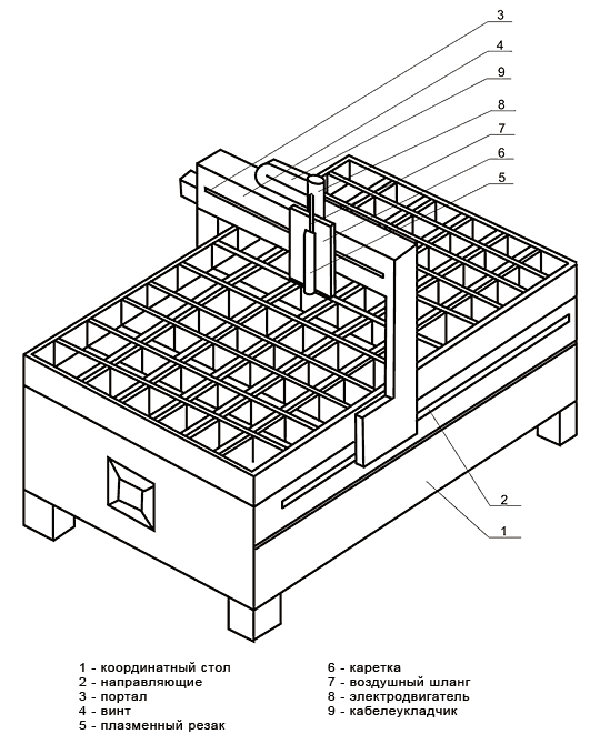
Устройство для плазменной резки состоит из:
- Плазмотрона, преобразовывающего энергию электродуги в тепловую энергию плазмы;
- Источника питания;
- Компрессора или газового баллона для обеспечения струи газа или воздушной смеси
Для плазменной резки требуется высокая квалификация, обеспечить постоянство зазора между соплом и поверхностью листа достаточно трудно, неравномерность движения резака также может привести к наплывам по краям и появлению окалины.
Лазерный раскрой листового проката
Лазерный раскрой металла обеспечивается за счет сфокусированного излучения с концентрацией тепловой энергии в области резки. В результате — высокоточные тонкие резы, позволяющие раскроить лазером множество деталей с минимальными зазорами между разметкой. Процесс резки роботизирован. Лазер выполняет сложные перемещения согласно электронному чертежу, заложенному в программное управление без малейших отклонений по контуру.
К преимуществам лазерного раскроя можно отнести:
- Воспроизведение замкнутых криволинейных контуров любой сложности;
- Экономия материала за счет плотного расположения деталей на листе и программного раскроя с минимальной вероятностью ошибки;
- Отсутствие механического и продолжительного термического воздействия, края деталей не деформируются, отсутствуют цвета побежалости;
- Перпендикулярность кромки, низкий коэффициент шероховатости поверхности.
Негативными параметрами являются:
- Максимально возможная толщина резки — 20мм;
- Снижение производительности при резке металла с высокими отражающими свойствами, например, полированной нержавеющей стали, уменьшающие мощность воздействия лазера.
Лазерный раскрой листовой стали широко используется при изготовлении деталей с максимальными требованиями к точности геометрической формы и повторяемости, в автомобилестроении, точном приборостроении, а также для создания эксклюзивных элементов декора, резных решеток и держателей.
Плазменный и лазерный раскрой листового проката не так давно получил относительно широкое распространение, любые наработки, специфические навыки, опыт и просто теоретические соображения было бы интересно обсудить совместно. Надеемся увидеть ваше мнение в комментариях.






