Как варить алюминий полуавтоматом

Сегодня для сварки металлов применяют различные сварочные аппараты. При их выборе учитывают свойства и поведение металлов во время выполнения сварочных работ. Особый подход требует алюминий и его сплавы. Как и стальные сплавы, этот металл широко используется во многих сферах, поэтому вопрос соединения алюминиевых конструкций и отдельных изделий из него совсем не праздный. Чаще других для этих целей применяется сварка алюминия полуавтоматом.
Оглавление
Особые свойства алюминия
Широкое использование алюминия объясняется его небольшим удельным весом, достаточно стабильной прочностью и коррозионной устойчивостью. Но его поведение при тепловой обработке создает сложности при соединении алюминиевых конструкций и деталей с помощью сварки. Это объясняется спецификой физико-химических свойств алюминия:
- он не изменяет свой цвет при сильном нагревании, поэтому трудно понять по цвету о степени прогрева металла;
- имеет широкий температурный диапазон плавления в отличие от стальных сплавов и начинает плавиться при низком температурном пороге, теряя при этом свою прочность;
- не проявляет склонности к намагничиванию;
- обладает высокой теплопроводностью (в среднем в 5 раз больше, чем стальные сплавы), поэтому при нагреве зоны соединения тепло интенсивно распространяется по всей свариваемой детали. Чтобы его не терять, перед проведением сварочных работ, особенно больших алюминиевых изделий, предварительно проводят их нагрев;
Из-за активного взаимодействия алюминия с кислородом воздуха на его поверхности образуется окисная пленка. При достижении определенной толщины она затем начинает служить защитой алюминия от дальнейшего окисления. В то же время, окисная пленка создает сложности при сварке, т. к. плавится при температуре 2050-2200оС, в отличие от самого металла, имеющего точку плавления в районе 660оС.
Задачи сварщика при работе с алюминием
Учитывая особенности поведения алюминиевых сплавов при сварке, вы должны решить в процессе работы основные задачи: избавиться от оксидной пленки, обеспечить стабильную дугу во время сварки и своевременную подачу сварной проволоки, чтобы сварочный процесс алюминия был непрерывным, в противном случае его придется начать заново.
Сварщик должен:
- избавиться от окисной пленки в месте шва: пробить ее электрическим импульсом или провести механическую очистку поверхности с помощью металлической щетки или путем химического травления. Для пробивания пленки используют специальный импульсный режим работы оборудования;
- при выборе режима сварки не допустить прожогов металла из-за повышенной теплопроводности и низкого порога плавления алюминия, приводящего к быстрой потере прочности при нагревании. Для этого он должен обеспечить нужную температуру процесса и дугу от 12 до 15 мм длиной, выбрать правильные электроды и размер присадочной проволоки, подходящий для толщины соединяемых алюминиевых деталей и сопла горелки;
- учитывать склонность алюминия к значительной линейной усадке (почти вдвое больше, чем у сталей) при быстром остывании после нагрева, т. к. это ведет к созданию внутреннего напряжения с образованием деформационных трещин или кратеров в области шва. Для предотвращения этого начинать сварочный процесс нужно при большом сварочном токе, чтобы пробить оксидную пленку, а заканчивать — постепенно снижая его к концу процесса, это смягчит резкую смену температуры и не даст образоваться кратеру.
Технологические особенности сварки
Полуавтоматическая сварка алюминия должна выполняться под защитой инертного газа. В основном для этого используют аргон. Иногда к нему добавляется гелий.
Разбавление аргона углекислым газом при сварке алюминия, как это делают при соединении стальных конструкций аргонодуговым способом, недопустимо.
Допускается выполнение сварного шва полуавтоматом без применения нейтрального газа при условии использования порошковой расходной проволоки. При нагреве она начинает распылять железосодержащий порошок, который образует облако и служит диэлектриком, выполняющим защитную роль также, как инертный газ.
Использование порошковой проволоки в качестве защитного флюса при сварке алюминия стоит применять только в исключительных случаях, т. к. при таком методе сварной шов не будет отличаться высоким качеством.
Задачи, которые стоят перед сварщиком при работе с алюминием, успешно можно решить с помощью сварочного полуавтомата с использованием TIG и MIG технологий.
При TIG технологии используются неплавящиеся электроды на основе вольфрама и присадочная проволока, автоматически заполняющая стык между деталями. При использовании этой технологии необходимо наличие в полуавтоматическом устройстве режима переменного тока, а также высокочастотного розжига дуги.
В этом случае окисная пленка пробивается путем «катодного» распыления ее поверхности в моменты тока с обратной полярностью.
При MIG методе в качестве присадки используют сами электроды, т. к. они являются плавящимися. Такой электрод равномерно подается в сварную зону с помощью устройства автоматической подачи проволоки.
Сварка алюминиевых сплавов полуавтоматическим аппаратом MIG способом проводится с использованием постоянного тока, имеющего обратный характер полярности. Рассмотрим его подробно.
Сварка постоянным током обратной полярности
Процесс выполнения такой сварки изображен на рисунке:
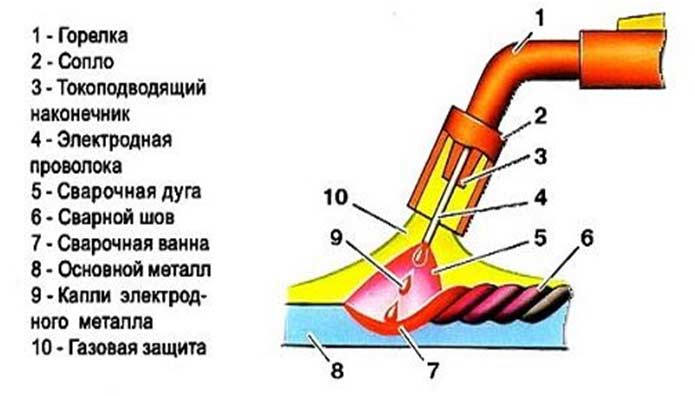
При ее проведении сварочная дуга окружена парами металлического расплава электродной проволоки. Капли жидкого алюминия при постоянной подаче проволоки в виде ионов притягиваются «катодной» поверхностью сварной ванны. При этом происходит их нейтрализация с образованием дополнительного тепла.
В результате такого процесса поверхностная оксидная пленка разрушается. Если окисный слой значительный, то перед проведением сварки его нужно удалить с помощью механической чистки или травлением.
Плавящийся электродный металл заполняет каплями область между стыками деталей, образуя при застывании прочный шов.
Как использовать полуавтомат при сварке алюминия
Любой аппарат, работающий в полуавтоматическом режиме, должен обеспечить стабильную подачу присадочной проволоки, достаточный импульс для разрушения окисного слоя и дальнейшего поддержания дуги или работу с использованием переменного тока. Для этого нужно выполнять следующие правила:
- Подача мягкой алюминиевой проволоки осуществляется специальным прижимным механизмом, который вращается с помощью четырех роликов, имеющих U–форму поверхностной канавки. Для обеспечения стабильной подачи проволоки необходимо отрегулировать давление на прижимной вращающийся механизм. Это поможет избежать зажимания проволочного алюминия во время проведения сварки.
- Расплавление присадочной проволоки происходит способом струйного переноса. Такой режим может быть обеспечен применением переменного тока в 270 ампер или импульсного тока в 100 ампер. Поэтому сварочный аппарат должен иметь возможность настроек таких режимов с помощью блока генерации, т. е. представлять инверторный тип аппарата.
- Аппарат при сварке алюминия должен работать в режиме обратной полярности сварного тока, когда «–» подается на клемму, закрепленную на детали, а электрод подсоединяется к «+». Это обеспечивает создание наивысшей температуры в сварной области.
- Т. к. алюминиевые сплавы при нагревании расширяются больше, чем стальные, то при их сварке для полуавтоматической подачи проволоки в горелках должны использоваться контактные наконечники с диаметром отверстия заведомо с припуском на величину расширения, при этом должен соблюдаться хороший контакт для поддержания электрической искры.
- Для меньшего контактного трения при прохождении проволоки внутри горелки нужно использовать специальный кабельный канал, рассчитанный на алюминий. Обычно он изготавливается из тефлонового материала или на основе графита.
- Важным для успешного выполнения сварного шва является подбор подходящего диаметра сварной проволоки из алюминия. Т. к. этот металл является мягким, то использование тонкой проволоки до 8 мм в диаметре затруднительно ввиду сложности ее прохождения через горелку (она может запутываться с образованием петель и изгибов). Выходом является использование горелок с небольшим размером длины или применения дополнительного приспособления подачи проволоки внутри корпуса горелки.
При использовании толстой проволоки (от 1,2 до 1,6 мм в диаметре) нужно применять высокий сварной ток.
Плюсы и минусы сварки алюминия полуавтоматом
Любой полуавтомат для выполнения сварки имеет в своем устройстве источник получения сварочной дуги, горелки с защитным рукавом для проволоки, кабеля с зажимом на конце для подключения к детали, двигателя и редуктора.
Плюсы полуавтомата:
- Такое устройство аппарата позволяет использовать его в широком диапазоне с разными настройками, помогающими выбрать нужный режим проведения сварочного процесса.
- Контроль дуги можно проводить при любом положении горелки.
- Можно проводить сварку деталей любого размера. При необходимости соединения конструкций больших размеров проводить работу можно без использования защитного аргона.
- Аппарат обеспечивает высокую точность сварного шва.
- Обеспечивается экономный расход расходных материалов и электроэнергии с большой эффективностью.
- Аппараты полуавтоматического типа могут иметь небольшой вес и размеры, а также мобильность, позволяющую устанавливать их в нужном месте.
- Имеют высокий КПД, достигающий 95%.
Минусы полуавтомата:
- Основным недостатком полуавтомата инверторного типа является его высокая стоимость по сравнению с трансформаторными устройствами.
- Такие аппараты боятся пыли, которой в производственных условиях или на стройке достаточно. Поэтому, в отличие от других устройств, они нуждаются в регулярной чистке с продувкой инвертора.
- Электронные схемы управления регулировкой плохо реагируют на минусовые температуры, а перепады температур могут вызвать конденсат и вывести из строя систему.
Ознакомившись с процессом сварки алюминия с помощью полуавтоматического аппарата и его тонкостями, вы можете самостоятельно приступать к работе. Соблюдение всех рекомендаций статьи и правильного проведения технологического процесса позволит добиться качественного надежного соединения изделия из алюминия.


 (9 оценок, среднее: 3,67 из 5)
(9 оценок, среднее: 3,67 из 5)




