Технология сварки алюминия

Легкий, серебристый металл сегодня прочно закрепился в домашнем хозяйстве. Что только не производят из алюминия — от посуды до деталей автомобилей. Но часто нужно починить вещь, а ремонт возможен только одним методом — сварочным.
Сварка алюминия — это специфический процесс и требует применения отдельной технологии. В этой статье мы рассмотрим, какими способами можно варить «крылатый» металл в домашних условиях с использованием различных приемов и оборудования.
Оглавление
Специфика материала
Сварка алюминия затрудняется его химическими и физическими свойствами.
Все дело в способности этого металла образовывать оксидную пленку от контакта с атмосферным кислородом. Эта способность является как главным достоинством, так и недостатком.
Преимущество в том, что оксид на поверхности надежно защищает изделие от коррозии, алюминий практически не поддается этому разрушающему процессу.
Но, в то же время, пленка окиси затрудняет соединение изделий путем сварочных работ. Окислы, образующиеся в сварочной ванне, имеют более высокую температуру плавления, чем сам металл, на выходе сварной шов неоднородный, а значит не прочный.
Также сильный нагрев, значительно превышающий температуру плавления (660°), приводит к следующим негативным последствиям.
- Текучесть расплавленного металла способствует вытеканию его из зоны сварки и быстрому прожиганию детали насквозь. Заварить такие недостатки можно, но с еще большими дефектами.
- Высокая температура может способствовать растрескиванию материала вокруг места сваривания.
- В сплавах алюминия образовываются поры ухудшающие прочность соединения.
- Значительная теплоемкость приводит к рассеиванию тепла по всей детали, а значит нужно более высокая мощность аппарата для качественной сварки.
- Металл образовывает кристаллизационные трещины в теле сварного шва.
Так как варить алюминий правильно и возможно ли делать такие соединения в домашней мастерской?
Способы сваривания
Распространенность алюминия в промышленности способствовала разработке различных способов сварных соединений для деталей. Но в домашних условиях возможны такие способы, для которых можно использовать доступное оборудование.
- Тиг сварка алюминия — этот процесс варки обеспечивается за счет применения специального неплавящегося электрода из вольфрама и аргоновой среды.
- Полуавтоматическое сваривание — соединение алюминиевых деталей за счет проволоки (имеющей необходимый присадочный материал), подающейся механизмом в зону электрической дуги.
- Электродуговая сварка алюминия с использованием покрытых электродов.
При использовании любого из этих методов, главным условием получения качественного шва будет разрушение пленки оксидов. Для этого оборудование настраивают на постоянный или переменный ток с обратной полярностью. Это обеспечивает необходимый процесс (катодное распыление), не допускающий образование окиси.
Алюминиевые изделия нельзя варить постоянным электрическим током при прямой полярности, так как не происходит разрушение оксидов в зоне сварки!
Сварка алюминия электродами
Такой способ сварки алюминия (ММА) возможен только для соединения деталей, не несущих ответственной нагрузки. При этом толщина самого металла должна быть не менее чем 4 миллиметра.

Недостатками варки алюминия электродами является недостаточное качество шва (пористость и плохая прочность). Также в процессе сваривания расплавленный металл разбрызгивается вокруг соединения, а шлаки, образующиеся сверху шва, очень плохо отделяются. А это может привести к коррозионным процессам.
Но все-таки покрытыми электродами и обычным инвертором ММА можно соединять алюминий. Для этого раньше использовались расходники с маркировками ОЗА-1 или ОЗА-2. Есть и более качественные модели — УАНА, а также ОЗАНА. Это отечественные электроды, позволяющие варить чистый металл и сплавы.
Также можно использовать расходные материалы от шведских производственников ESAB. Для чистого алюминия подойдут электроды ОК 96.10., а сплавы можно варить маркой ОК 96.50.
Итак, как сварить алюминий ручной электродуговой сваркой?
- Сваривать алюминий нужно на постоянном токе, но обязательно с обратной полярностью (меняем разъемы на инверторе местами). При этом соблюдается соотношение мощности и диаметра электрода. Сила тока регулируется в соотношении приблизительно 30 ампер на каждый миллиметр диаметра.
- Желательно осуществить предварительный нагрев свариваемых деталей. Алюминий средней толщины нагревают до показателя в 200-300 градусов, а большие массивные части нужно нагреть до 400°.
- Дуга зажигается как обычно, но стоит учесть, что скорость горения электродов для алюминия значительно выше, чем обычных. Поэтому и шов нужно вести несколько быстрее.
- Нельзя обрывать сварочный процесс не закончив соединение. При этом в конце шва образуется корка шлака, которая не даст зажечь дугу снова в этом месте. Все свариваемые швы нужно планировать на плавление одного электрода.
- При ведении сварного соединения не нужно делать поперечных движений как при варке стали.
- По окончанию сваривания нужно тут же удалить весь шлак в месте соединения, также нужно зачистить место сварки щеткой с металлическим ворсом и промыть горячей водой.
Это основные нюансы, которые нужно соблюдать при сваривании деталей из алюминия с использованием плавящихся электродов.
Сварка с аргоном
Метод стал доступным для домашнего использования сравнительно недавно, когда в широкой продаже появились относительно недорогие инверторы с дополнительными функциями подключения газового оборудования.
Сварка в среде аргона может осуществляться в двух видах: ручная с неплавящимся электродом и полуавтоматическая со специальной плавящейся проволокой.
Ручная TIG сварка
Это наиболее распространенный вид соединения алюминиевых деталей. Он обеспечивает надежность соединения.
Аргон, который подается в сварочную ванну, закрывает доступ атмосферному кислороду, что не позволяет образовываться оксидной пленке.
Что нужно для такого типа сварки?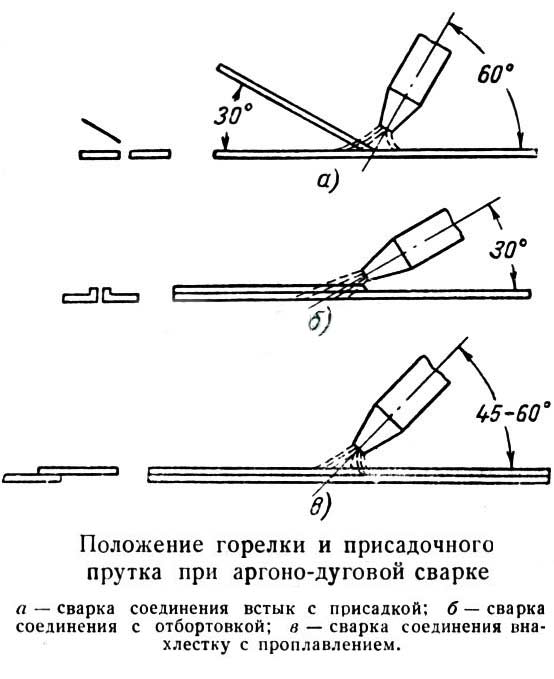
- Во-первых, электроды используются неплавящиеся из вольфрама. Их диаметр зависит от толщины деталей, а также от вида стыка у заготовок.
- Во-вторых, присадочный материал — обязательное условие для получения качественного сварного шва.
- В третьих, это защитный газ, чаще всего аргон или гелий.
Какие параметры нужно учитывать перед началом сварочного процесса?
Если вы новичок в сварочном деле,то найдите таблицу, где указываются все необходимые данные по расходу газа, диаметрам электродов и присадочных прутков. Но обычно сварщик руководствуется уже полученным опытом.
Стоит знать, что зажечь электрическую дугу в аргоне довольно затруднительно. Поэтому современные аппараты имеют осциллятор, который повышает частотность тока для быстрого поджога.
Алгоритм работы следующий.
- Заготовки выставляют в нужное положение, подключается масса. При этом аппарат настраивают на переменный ток!
- Дугу лучше всего зажигать в стороне на отдельной графитовой пластинке (нежелательно стучать вольфрамом по заготовке, это испортит электрод).
- Конец электрода ведут под углом наиболее приближенном к прямому (60-80 градусов). Расстояние электрода от ванны до 2 мм.
- Присадочный пруток подают постепенно к краю сварочной ванны под углом в 90 градусов к электроду. Не нужно подавать присадку непосредственно под электрод, это испортит шов.
- Горелку с электродом ведут за присадочным прутком, а не наоборот.
- Также не стоит слишком притапливать дугу или наоборот очень далеко отодвигать. Сварочная ванна (зона расплавленного металла) должна иметь овальную немного вытянутую форму.
- После завершения шва дугу гасят и возвращают горелку к сварочной ванне. Это делается для того, чтобы застывание проходило под аргоном. Подачу аргона перекрывают через 7-10 секунд после окончания сварки.
На выходе должен получиться волнообразный, немного вытянутый в направлении движения, сварочный шов. Если все сделать правильно, то соединение будет качественным.
Полуавтоматическая сварка в аргоне
Преимущество такого способа сварки в том, что он обеспечивает качественное соединение за счет высокого импульса. Каждая точка поставленная полуавтоматом надежно «впитывается» в шов. К тому же, проволока используемая как электрод. Имеет уже необходимые присадочные материалы, а сам сварочный процесс происходит намного быстрее.
Особенности полуавтоматической сварки алюминия следующие.
- Варить нужно только на переменном токе и с обратной полярностью.
- Проволока должна соответствовать материалу заготовок.
- Наконечник держателя нужен немного большего диаметра, чем сама проволока.
Алюминиевые расходники имеют большую скорость горения. Поэтому нужно быстрее вести шов (как и в случае с покрытыми электродами). Также нужно обеспечить соответствующую скорость подачи проволоки.
Технология сварки алюминия полуавтоматом совершенствуется постепенно с опытом. Но, научившись использовать такое оборудование, можно получать соединения намного качественные, чем с обычной электродуговой сваркой или ручной тиг.
А что вы можете добавить к материалу этой статьи? Если у Вас имеется опыт по сварке алюминия в домашней мастерской, то поделитесь им в блоке комментариев к этой статье.







