Сварка чугунных изделий аргоном

Тот, кто пытался варить чугун, наверняка заметил, как сложно добиться высокого качества шва. Надежное соединение позволяют получить лишь несколько способов. Один из них — сварка чугуна аргоном. Чем она лучше других методов? Какие этапы включает процесс? Нужно ли готовить поверхность? Чего делать не стоит? Ответы на эти вопросы вы узнаете из данного материала.
Особенности чугуна
Рассматриваемый материал является сплавом железа с повышенным содержанием углерода в составе. Если, к примеру, у кованой или закаленной стали этот показатель составляет 0,3-0,5 %, то у чугуна он в десять раз больше (от 2 до 6%). Однако во внимание стоит принять ряд других особенностей материала. Среди них:
- высокая скорость охлаждения, приводящая к появлению слоя «белого» чугуна, который не поддается какой-либо обработке;
- образование пор в процессе сварки за счет выгорания углерода и образования смеси СО;
- низкая пластичность материала — верная предпосылка к появлению трещин.
Увы, недостатки материала зачастую перекрывают все его достоинства, вызывая головную боль у сварщиков. При термообработке общеизвестными методами (ручная сварка и т. д.) и последующем застывании шва его хрупкость приводит к нарушению целостности заготовок. К тому же, чугун выступает трудносвариваемым металлом, поэтому альтернативный метод создания соединений просто необходим. Здесь то на помощь приходит дуговая сварка в среде защитного газа — аргона.
Подготовительный этап
Зону сварки материала необходимо подготавливать тщательнее, чем сталь. Категорически запрещено взаимодействие поверхности с маслом, поскольку оно внедрится глубоко и вероятность вывести его обратно снизится до нуля.
При наличии трещин они засверливаются по краям и расширяются на достаточную для проварки глубину. Участок, где будет произведена сварка чугуна аргоном, освобождается от окалины при помощи углошлифовальной машинки (болгарки), наждачной бумаги с крупным зерном или металлической щетки. Если все же присутствуют масляные пятна, их стоит вывести растворителем, либо воспользоваться пламенем горелки.
Последовательность действий
Сварка чугунных изделий аргоном — популярный способ, позволяющий свести риск растрескивания деталей после соединения. 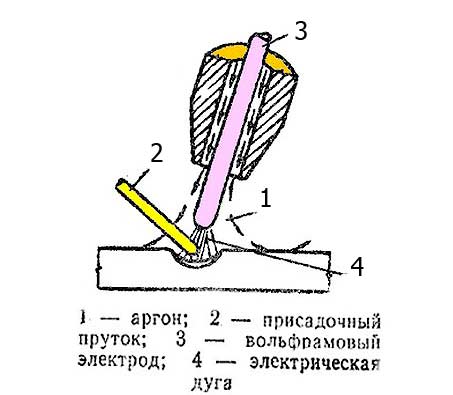 Работа выполняется при помощи вольфрамового электрода, что позволяет минимизировать количество шлаков в процессе. Аргоновая сварка чугуна особо востребована в авторемонте при обработке деталей, состоящих из рассматриваемого материала.
Работа выполняется при помощи вольфрамового электрода, что позволяет минимизировать количество шлаков в процессе. Аргоновая сварка чугуна особо востребована в авторемонте при обработке деталей, состоящих из рассматриваемого материала.
Помимо неплавящегося электрода из вольфрама, используются присадочные прутки из никеля. Реже их меняют на бронзовые, либо алюминиевые, обычно из-за низкой стоимости последних. Если же полученная при сварке деталь будет подвергаться термическому воздействию, использование бронзы или алюминия категорически запрещается!
Обязательные требования к процессу:
- предварительная очистка поверхности;
- прогревание заготовок для снижения риска появления трещин;
- малые величины силы тока;
- шов наносится короткими участками;
- каждый шов простукивается молотком для снятия остаточных напряжений;
- по окончании сварочного процесса полученная деталь остывает в естественных условиях, медленно и постепенно.
Присадочные материалы имеют длину 60-70 см и диаметр 6-15 мм. Почему сварка чугуна аргоном считается лучшим способом для обработки материала? Причина очевидна — газ защищает сварочную ванну от проникновения воздуха и шлак внутри нее не образуется (вопреки склонности чугуна к данному процессу).
Когда все необходимое подготовлено, приступают к работе. Далее — коротко о последовательности действий:
- пользователь включает аппарат;
- выполняется подача присадочного материала на поверхность (участок сварки) под углом 20-30 градусов;
- расстояние между соплом горелки и свариваемой деталью должно составлять от 3 до 10 мм;
- выполняют несколько коротких швов вместо одного длинного и непрерывного;
- каждый новый шов простукивается молотком;
- после формирования шва дают остыть детали в естественных условиях;
- при необходимости удаляют налет (брызги сварочные) и обрабатывают соединение наждачной бумагой, УШМ, щеткой из металла.
Вольфрам обладает очень высокой температурой плавления, поэтому ему не грозит оплавление или длительное пребывание при экстремальных температурах.
Полезные советы
Даже точное следование приведенному выше плану не гарантирует, что вы получите ожидаемый эффект. Далее — несколько рекомендаций от опытных сварщиков:

- при обработке материала в домашних условиях допускается любой способ предварительного нагрева детали;
- максимальная длина коротких швов не должна превышать 30 мм;
- удары молотком с целью снятия напряжений должны выполняться мягко и аккуратно, во избежание растрескивания детали.
Высокое качество получаемого соединения — основная причина популярности сварки аргоном чугунных изделий. При должном опыте процесс протекает быстро, а при покупке никелевых присадочных прутков вместо бронзовых или алюминиевых — качественно. Сложности, связанные с физическими и химическими характеристиками чугуна, сходят на нет, когда сварка производится в аргоновой среде. Однако и это достижимо лишь при выполнении ряда условий.
Мы упустили какие-то нюансы при сварке чугуна? В комментариях к статье вы можете поделиться своим мнением по данной теме.

 (6 оценок, среднее: 4,17 из 5)
(6 оценок, среднее: 4,17 из 5)




