Способы сварки медных проводов

Все, кто в процессе электромонтажных работ хоть раз сталкивался с необходимостью соединения проводов, знают, насколько ответственным должен быть подход к этому делу. Главная задача — минимизировать переходное электрическое сопротивление, которое возникает между контактирующими проводниками.
Как известно из курса физики, чем слабее контакт, тем сильнее нагреваются проводники из-за повышения сопротивления. Следовательно, нужно добиться максимально прочного, практически монолитного, соединения электрических проводов. Это является обязательным условием для надежной и безопасной работы электроустановок.
Оглавление
Технология процесса и способы сварки проводов
Существуют различные технологии соединения жил: с помощью клеммников, сжимов, опрессовки, пайки или сварки — все они подробно описаны в Правилах электроустановок (ПУЭ) и используются на практике. Наиболее надежным из всех признан метод сварки.

Сваренные воедино проводники представляют собой однородную жилу с рекордно низким переходным сопротивлением, что полностью исключает их нагрев и гарантирует пожаробезопасность. Для электропроводки, в основном, используется медный провод.
Чтобы выполнить сварку, нужен аппарат с постоянным или переменным током напряжением 12-36 В, с возможностью регулирования тока. Этому условию отвечает инвертор для сварки медных проводов (рис.1).
Учитывая его немалую стоимость, некоторые умельцы вместо него используют трансформатор (рис. 2) или сварочный аппарат, изготовленный своими руками .
В данной статье мы не будем рассказывать о том, как сделать сварочник самостоятельно. Модель может зависеть от исходных материалов, имеющихся у мастера под рукой, и от его знаний и умений.

Для получения надежного соединения двух и более проводников (жил) используется отработанная технология. Порядок действий таков:
- С жилы аккуратно снимают отрезок изоляции длиной 60-80 мм, для чего используют нож или специальный инструмент (стриппер, зачиститель, съемник и др.). Разделку производят исключительно вдоль проводника, чтобы случайно не сделать надрез.
- Тщательно зачищают поверхность до состояния блеска.
- Оголенный участок проводника обрабатывают наждачной шкуркой.
- Смачивают чистую тряпочку ацетоном, либо уайт-спиритом и протирают поверхности проводников. Для медных проводов используют буру.
- Выполняют скрутку. При выполнении скрутки не стоит допускать небрежность. Нельзя просто свить проводки в «жгутик» или сплести из них «косичку». Работу выполняют аккуратно, чтобы не поломать проводники.
- Выравнивают концы и ровно срезают торец, чтобы он имел плоский срез. Для этого используют монтажные ножницы или обыкновенные кусачки.
- Сварка проводов, скрученных в единый элемент, выполняется по торцам проводников и занимает 1-2 секунды, в зависимости от количества жил в скрутке и полученного общего сечения.
- Получившаяся в процессе сварки капля (в виде шарика) должна остыть (рис 4).
- Для долговечности ее можно покрыть лаком.
- Завершают работу намоткой изоляции (качественной, с надежным прилипанием) или помещением скрутки в термоусадочную трубку.

Особенности сварки медных проводов
Классикой сварочного дела многие годы считались сварочные трансформаторы, генераторы и выпрямители. В настоящее время они активно вытесняются современными моделями — сварочными аппаратами инверторного типа. Они лишены некоторых недостатков обычных трансформаторов, например, таких:
- прямая зависимость выходного напряжения от входного;
- «залипание» электрода при падении напряжения в сети (дуга не поджигается);
- «пережигание» свариваемого металла при увеличении тока трансформатора;
- «недожигание» металла при падении напряжения в сети
- тяжелый вес агрегата, неудобство его переноски и т. д.
Инверторы без проблем создают и надежно удерживают сварочную дугу благодаря постоянному напряжению и преобразованию токов высокой частоты. «Залипание» электрода при работе с инвертором — крайне редкое явление.
Все сварочники инверторного типа подразделяются на домашние, профессиональные и промышленные. Выбор модели диктуется предполагаемым режимом нагрузки: от 20 минут непрерывной работы до многочасового интенсивного использования в условиях производственного цеха.
Если вам нужен прибор для нечастого применения, например, чтобы выполнить сварку проводов в распределительной коробке в условиях дома, дачи или гаража, то вполне достаточно приобрести недорогой аппарат, обеспечивающий силу максимального сварочного тока 160 А, мощностью примерно 500 Вт. Ее достаточно для скруток сечением в пределах 25 кв.мм. Что касается силы сварочного тока, то следует ориентироваться на следующие значения:
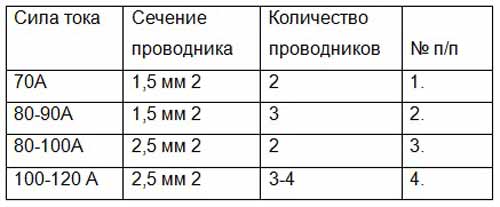
Большим плюсом инверторов является небольшое энергопотребление; у трансформаторов оно заведомо выше. Инверторный аппарат для сварки медных проводов вы можете спокойно подключить к домашней электропроводке; он никак не повлияет на работу бытовых электроприборов и не повыбивает пробки.Как видим, чем больше жил в скрутке, тем выше величина сварочного тока. Указанные в таблице значения являются ориентировочными, так как химический состав медного проводника у разных производителей может различаться.

У этих приборов отличная, устойчивая сварочная дуга, позволяющая даже при небольших значениях тока выполнить качественную работу. При этом она не ослепляет сварщика, так как температура плавления медного проводника невысока, а используемые токи имеют достаточно низкие величины. Еще одно приятное обстоятельство — во время сварки не происходит разбрызгивания металла.
Эти и другие достоинства инверторов позволяют использовать их в любых обстоятельствах: дома, на производстве, в обычных условиях и в высотных работах. Они имеют небольшие габариты и легкий вес. Профессиональные электрики носят их на ремне, что удобно для работы на высоте.
Для нечастых сварных работ его покупка нецелесообразна, так как этот аппарат для сварки проводов отличается довольно высокой стоимостью. И это, пожалуй, его единственный минус. Некоторые еще жалуются и на короткий кабель для подключения (всего 2,5 метра), но думается, что для выполнения большинства домашних работ это не является большим неудобством.
Какие электроды используют
В сварочных работах по меди применяют неметаллические неплавящиеся графитовые или угольные электроды с медным покрытием. Если их под рукой не оказалось, можно воспользоваться щеткой от обыкновенного коллекторного электродвигателя, либо угольным стержнем от использованной батарейки.

По правилам сварочного дела при сварке медных проводников угольный или графитовый электрод «обмедняют», то есть используют в качестве присадочного материала прутки из меди или бронзы.
Как угольные, так и графитовые электроды очень быстро нагреваются: температура их плавления втрое выше, чем у меди. Следует учитывать эту особенность материала, чтобы не пережечь скрутку. Надежное схватывание, как уже упоминалось, происходит за 1-2 секунды.
Сварка медных проводов под силу даже начинающему сварщику. Сам процесс достаточно прост:
- Скручиваете воедино нужное количество проводов.
- Одной рукой готовую скрутку зажимаете в держателе (клеммник, «крокодил», плоскогубцы, пассатижи).
- В другой руке держите электрод в зажиме.
- Выставляете на приборе нужное значение тока.
- Поджигаете дугу.
- Скрутку из медных проводков желательно держать вертикально в направлении вниз или под острым углом.
- Обжигаете электродом торец скрутки до получения аккуратного шарика из расплавленной меди.
- Изолируете остывшие провода.
Графически процесс продемонстрирован на рис. 5
Ручная дуговая сварка является одним из наиболее надежных методов соединения медных проводов. Ее главное преимущество заключается в максимальном приближении сопротивления в точке сварки к значению сопротивления самого материала. Из-за отсутствия коррозии металла результат получается долговечным, а сварное соединение проводов с успехом прослужит вам не один десяток лет.






