Сварка TIG в углекислоте

Развитие технологий вызвало появление новых изделий, выполненных из стали, цветных металлов и сплавов. Но, наряду с преимуществами, возникла технологическая трудность по получению прочного неразрывного соединения. Необходимо стыковать заготовки из разных металлов и сплавов друг с другом или толщина листа составляла менее 1 мм. Для совершения таких операций применяется сварка TIG в углекислоте.
Оглавление
Что такое TIG-сварка
Это сварочные работы неплавящимся электродом в облаке газа. Для создания зоны общего или местного нагрева используется графитовый или вольфрамовый электрод. Температура плавления стержней значительно выше, нежели обрабатываемого материала. Защиту от кислорода воздуха обеспечивают инертные или активные газы.
Преимущества
Распространению способа способствовал ряд неоспоримых возможностей: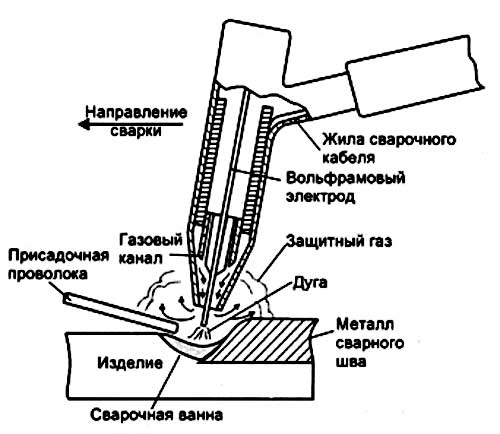
- соединение между собой разнородных металлов;
- надежная защита сварной ванны от внешней среды;
- стабильность показателей электродуги;
- высокое качество шва;
- возможность надежно сваривать лист металла толщиной до 0,8 мм (автомобильный);
- снижение местного нагрева и разрушения кристаллической решетки соединяемого металла.
Применяемые защитные газы
Для TIG-метода используются защитные газы:
- Инертные. Самый применяемый — аргон (Ar) или гелий (He). Не оказывают химического влияния на обрабатываемые металлы.
- Активные. Углекислый газ (CO2), азот (N2) или смеси газов: аргон-кислород, аргон-водород, аргон-азот, аргон-углекислота. Оказывают активное влияние на химический состав сварочной ванны.
Использование среды защитных газов позволило:
- Визуально контролировать процесс образования шва — отсутствует препятствие в виде флюсового шлама.
- Повысить производительность.
- Уменьшить зону нагрева, снизить вероятность структурных преобразований кристаллической решетки металла.
- Механизировать и автоматизировать процесс сварки.
Один из самых доступных и дешевых — углекислый газ.
Характерные особенности метода
При нормальных условиях CO2 — это бесцветный газ без запаха и вкусовых ощущений. При небольших концентрациях безвреден, не ядовит, не взрывоопасен. Тяжелее воздуха, — плотность 1.98 кг/м³. Хорошо растворяется в воде.
Расфасовывается в баллоны 10, 20 или 40 литров. Газ в баллоне находится под давлением в жидком состоянии. Из 1 кг жидкой углекислоты получается около 505 литров газа. В промышленный 40-литровый баллон входит примерно 25 кг жидкого СО2.
Углекислый газ при высоких температурах оказывает окисляющее воздействие на металл ванны. Дополнительная реакция — науглероживание. Сильнее поддаются окислительным реакциям активные металлы: цирконий, титан, алюминий. Снизить воздействие помогает выбор определенного режима сварки.
Перед применением баллон с газом выдерживают в вертикальном положении — влага, содержащаяся в емкости, стекает на дно. Далее, углекислый газ через осушитель и редуктор направляется в зону сварки.
Функции редуктора с регулятором:
- поддерживать заданное давление;
- регулировать подаваемые объемы газа;
- измерять расход газа в единицу времени.
Возможности редуктора характеризуются:
- Предельный пропуск газа — определяет количество углекислоты, которую способен пропустить прибор в единицу времени.
- Предельное давление — показывает верхнее значение рабочего давления, до которого возможно преобразование внутренних параметров баллона.
СОВЕТ. Перед покупкой баллона необходимо определить возможности и оказываемые услуги заправочных станций. Далеко не все оборудованы для наполнения баллонов емкостью 10 или 20 литров.
Виды сварочных аппаратов
Основные — сварочный выпрямитель и сварочный инвертор. Первый прибор относится скорее к промышленному оборудованию и стоит в 2-4 раза дороже второго.

Инвертор — источник образования и питания электродуги. Принцип действия основан на преобразовании характеристик электрического тока посредством трансформатора и электронного блока, построенного на силовых транзисторах.
Аппарат, собранный по схеме инвертора, отличается от других силовых источников:
- меньшими габаритными размерами;
- улучшенные динамические показатели электродуги;
- повышение КПД;
- снижение фактора разбрызгивания расплавленного металла;
- возможность плавно менять параметры и режимы работы.
Инвертор способен производить сварку:
- MMA — электродуговая сварка электродами с покрытием в ручном режиме. Осуществляется на постоянном (DC) или переменном (AC) токе.
- MIG/MAG — сварочный процесс в облаке защитного газа с использованием специальной проволоки.
- TIG — процесс соединения деталей посредством электродуги и неплавящимся электродом в среде инертных или активных газов. Режим постоянного тока используется для стыковки сталей, переменный — алюминия.
Особенность сварки в среде углекислоты
При использовании неплавящегося электрода сварочный процесс осуществляется электродугой прямого или косвенного действия. В первом случае соединение осуществляется расплавлением основного металла стыкуемых деталей. Во втором — в зону действия дуги подается присадочная проволока.
Применение постоянного тока, в силу особенности сварочного процесса, приводит к падению мощности электродуги, нарушается устойчивость. При работе с легкоплавкими и активными металлами (алюминий, титан) происходит образование защитной тугоплавкой окисной пленки. Это приводит к нарушению нормального сварочного процесса, кромки оплавляются с трудом, шов не формируется.
Применение переменного тока (за счет периодической смены направления) позволяет создать очищающий эффект. В полупериоде происходит разрушение защитной пленки из оксидов и нитридов.
Сварка тиг углекислым газом в режиме постоянного тока применяется при прямой полярности. В этом случае большее количества тепла высвобождается на заготовке, приводя к ее оплавлению. Шов можно выполнять в любых пространственных положениях.
Уважаемые читатели! Если у вас есть интересная информация по теме, то вы можете поделиться своим опытом. Напишите заметку и оставьте в блоке «комментарии».







