Сварки стальных труб при помощи центраторов и без

Сварка труб – это процесс образования неразъемного соединения при прокладке трубопроводов. В итоге получается монолитное изделие, которое характеризуется прочностью и герметичностью. Перед началом работы все изделия проверяются на наличие сертификата. В них должна отсутствовать эллипсность. Толщина стенки может находиться в пределах, разрешенных допуском.
В зависимости от множества факторов выбирается способ формирования сварочного соединения. Это зависит от диаметра труб, толщины стенок, материала изделия и расположения трубопровода. Учитывая эти факторы, работа проводится плавящимися и неплавящимися электродами. Стальные трубы варятся электродуговым или газовом методом, иногда с применением аргона. Для некоторых соединений применяется холодная сварка.
Процесс работы начинается с подготовки сварочного соединения. Во время обработки стыков проверяется наличие перпендикулярности плоскости сечения к оси трубопровода. По всему периметру будущего сварочного шва обеспечивается равномерный зазор. После прохождения этого этапа начинается сам процесс сварки. По окончании процедуры отбивается шлак и ведется проверка качества полученного соединения.
Оглавление
Предварительная подготовка труб к сварке
Перед началом работы места стыковых соединений подготавливаются. Состоит этот этап из следующих операций:
- Осматриваются концы изделий. Если их поверхность неровная, то она выпрямляется или торцы обрезаются с помощью газовой горелки.
- При наличии на местах будущих сварочных швов грязи или ржавчины кромки обрабатываются молотком и зубилом.
- Внутренняя и наружная поверхности зачищаются до блеска на размер 10 мм. Для этого используется металлическая щетка или шлифовальная машинка.
Способы стыковки труб
Сложность задачи соединения трубопроводов заключается в том, чтобы обеспечить стыкам достаточную жесткость. С помощью центраторов для сварки достигается нужный результат. Такие устройства обеспечивают соосность обеих частей соединений, что отражается на надежности шва.
Центраторы бывают:
- внешние;
- внутренние.
Первая категория тоже имеет разновидности. Внешние устройства разделяются на типы:
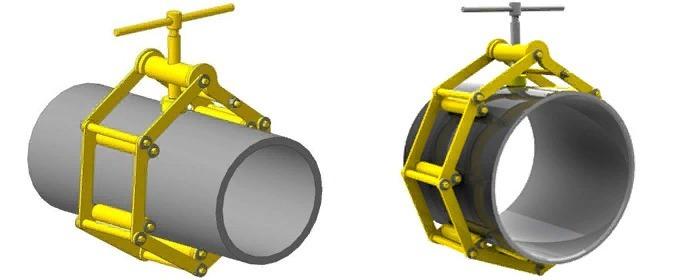
- Многозвенные. Применяются для труб с диаметром до 2000 мм. Состоят из звеньев, перемещающихся в подвижных шарнирах. Стягивание идет винтовым механизмом.

- Арочные. Конструкция состоит из 2 клемм, которые входят в зацепление и стягиваются рычагом. Используются для диаметров труб до 900 мм.
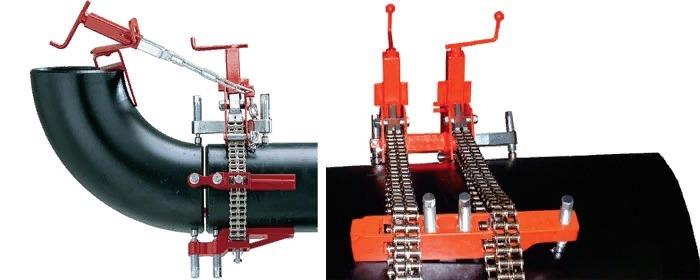
- Цепные. Изделие применяется для диаметров до 1400 мм. Отличается высокой надежностью. Стягивающим элементом является цепь.
- Эксцентриковые. Принцип работы механизма схож с арочным, но стягивание обеспечивается эксцентриком.
- Струбцинные. Это рычажный механизм, который сверху имеет зажим.



Внутренние центраторы отличаются сложностью конструкции. В их задачу входит не только внешнее центрирование, но и внутреннее.
Механизм отличается высоким эксплуатационным ресурсом. Приспособление не только обеспечивает сварку труб, но и добавляет жесткость, что устраняет риск прогиба системы в случае усадки почвы.
Разница в применении плавящихся и неплавящихся электродов
Сварочные работы проводятся плавящимися и неплавящимися электродами. В первом случае плавятся сам электрод и участок свариваемой поверхности. При работе неплавящимся электродом за счет дуги проходит смешивание расплавленного металла свариваемых поверхностей.
Плавящиеся электроды:
- стальные:
- медные;
- алюминиевые.
Неплавящиеся:
- вольфрамовые;
- угольные;
- графитовые.
Оба вида находят применение для сварки медных труб. Это мягкий металл, и он тяжело варится.
Неплавящиеся электроды применяются для сварки оцинкованных труб.
Сложность работ заключается в необходимости расплавления цинкового покрытия. Для этого температура прогрева должна достигнуть 1200 °C.
Популярные способы сваривания стальных труб
К популярным способам сваривания труб относятся следующие методы:
- Работа по сварке труб полуавтоматом. В основу заложен принцип автоматической подачи проволоки к горелке прибора. Свариваются изделия из любой стали вплоть до нержавейки.
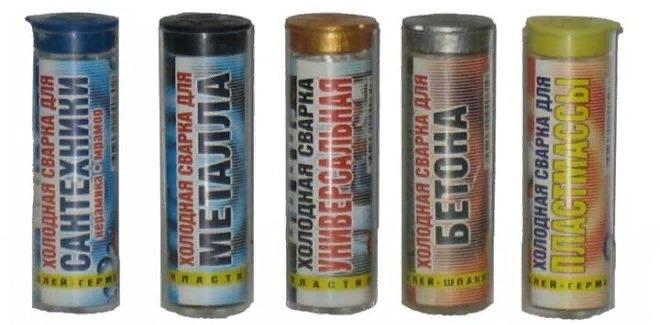
- С помощью холодной сварки. В реальности это клей, содержащий в своем составе эпоксидные смолы. Таким способом устраняются только небольшие дефекты. Шов не выдерживает напряжений, направленных на разрыв.
Использование газосварки
Газосварка используется для работы с обычными сталями. Горючая смесь состоит из кислорода и одного из газов:
- ацетилена;
- пропана;
- бутана.
Для работы требуется сварочная проволока и флюсы, которые необходимы для защиты металла от окисления внешним воздухом.
Существует газовая сварка с применением аргона, который выполняет роль защитной среды. Он используется при работе с цветным металлом или легированной сталью. Подается газ за 20 с до начала сварочного процесса и убирается через 10 с после его окончания. В процессе работы аргон вытесняет воздух и препятствует окислению металла.
Орбитальная сварка труб
Орбитальная технология применяется для сварки трубопроводов в бесповоротном стыке. Вручную такой процесс проводить тяжело, особенно для боковых участков. Под действием силы тяжести расплавленный металл стремится вниз. Поэтому операция проводится в автоматическом режиме при помощи специального оборудования. Между изделием и электродом возникает дуга. В эту зону подается аргон, чтобы не происходило окисления металла.
Для этого применяются специальные камеры, которые бывают 2 видов:
- Механизм полностью повторяет диаметр трубы и надевается на нее. Внутри имеется голова, которая в среде защитного газа двигается по стыку и накладывает шов. Такой способ применим, если диаметр трубы небольшой.
- Для изделий большого диаметра используются открытые камеры. Голова передвигается вдоль образуемого шва на кронштейнах.
К преимуществу такого вида сварки относится высокая скорость, качество шва и отсутствие влияния человеческого фактора.

Электродуговой метод сварки труб
Электродуговая сварка – это процесс получения сварного соединения с помощью специального оборудования и электродов. Образующаяся электрическая дуга расплавляет материал изделия и электрод. Одновременно на поверхности электрода плавится стержневая оболочка, которая, смешиваясь с жидким металлом, выступает на поверхности шва в виде шлака.
Для сварки труб ручной дуговой сваркой требуются специальные электроды. На их поверхности присутствует оболочка, которая защищает сварочный шов от присутствующего в воздухе азота и кислорода.
Электроды для такого вида сварочных работ:
- с целлюлозным покрытием;
- с рутиловой пленкой;
- комбинированные.
Применяемое оборудование носит название инвертора, который имеет несколько режимов работы.
Оптимальный подбор режима оборудования зависит от вида материала свариваемого изделия и его толщины. С учетом этих факторов подбирается и соответствующая марка электрода. Все эти данные содержатся в нормативах ГОСТ по сварке трубных изделий.
Выбираем технику электродуговой сварки
Сварочный шов проваривается несколько раз. Делается это для повышения надежности и прочности соединения.
Проварка швов бывает нескольких видов:
- с поворотом стыков;
- без поворотов стыков.
С поворотом стыков
Техника сварки с поворотом стыков бывает 2 видов.
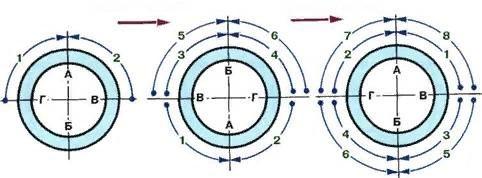
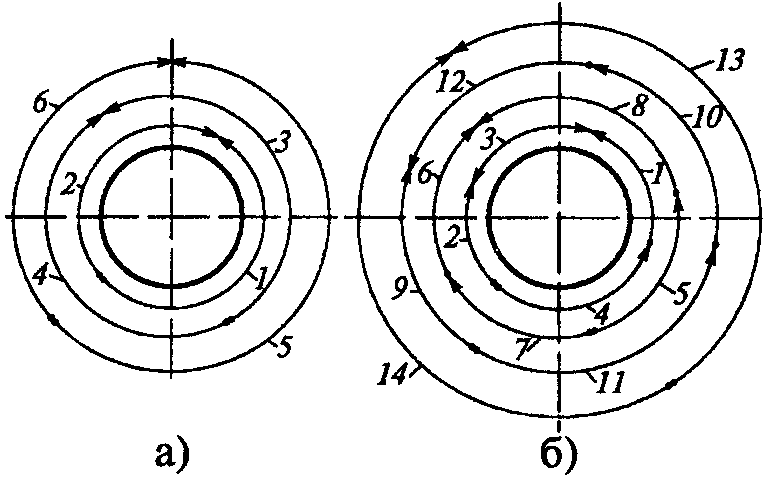
В первом случае сначала провариваются 2 верхние части трубы. Затем идет ее поворот на 180° и таким же образом варится низ. Затем изделие поворачивается на 90° и проваривается верхняя половина в той же последовательности. На последнем этапе идет поворот на 180° и варятся оставшиеся 2 части.
Вторым способом сначала провариваются 2 боковые поверхности. Потом труба поворачивается на 90° и варятся оставшиеся 2 четверти. При повторной сварке следует очередной поворот на 90° и опять обрабатываются поверхности с боков. На заключительном этапе идет последнее перемещение на тот же угол и проводится сварка оставшихся участков.
При работе с трубами большого диаметра проваривается слой в секторе, равном 45°. После этого изделие постепенно поворачивается.
Без поворота стыка
Сварка труб без поворота ведется отдельными участками: сверху вниз или снизу верх. Сначала варится первый слой, затем второй и третий. Такой метод имеет свои недостатки. Иногда попадаются труднодоступные места. Чтобы их обработать, требуется высокая квалификация сварщика.
Особенности сварки труб зимой
Такая работа с трубами в зимнее время имеет свои сложности. В условиях низких температур ухудшается отвод газов из расплавленного металла. Как результат, в соединении сохраняются остаточные напряжения, что приводит к повышенной хрупкости соединения.
При понижении температуры рекомендуется применять электроды марок:
- УОНИ-13/13;
- УОНИ-13/55;
- СМ-11;
- ВСЦ-1.
Их использование позволяет получать шов большей степени пластичности и вязкости.
Работа отличается особенностями:
- Стык очищается от грязи, снега и льда.
- Трубы соединяются с минимальными зазорами.
- На оборудовании устанавливается сварочный ток ниже стандартного на 15–20%. Это дает возможность улучшить повариваемость металла.
- Если стоят сильные холода, то предварительно ведется прогрев участка до 200 °C.
Существуют марки стали, которые хорошо варятся в условиях морозной погоды. К ним относятся 14ХГС, 14ГС, 19Г.
Понравилась статья? Обязательно выскажите свое мнение в комментариях.






