Виды точечной сварки и этапы работ

Для соединения деталей используются разные способы сварки. Одной из широко используемых видов является точечная сварка. Особенно она необходима там, где требуется соединить детали с относительно тонкой стенкой. Это относится к частям корпуса электротехнических приборов и различным конструкциям из листовой стали, толщина которых не более 2 мм.
Оглавление
Принцип проведения работ
Сварка, выполняемая точечно в одной или нескольких местах деталей, относится к разновидности контактной сварки.
Нагрев металлического сплава и его последующее расплавление при этой технологии осуществляется за счет тепла, которое возникает за счет пропускания тока по электродам через соединяемые внахлест детали в области их плотного сжатия. Для этого параллельно с пропусканием электрического тока проводится механическое сжимание электродами соединяемых частей. При тесном контакте расплавленных участков происходит их сплавление, усиленное точечным диффузным проникновением при сжатии частей металла.
Контактная точечная сварка отличается: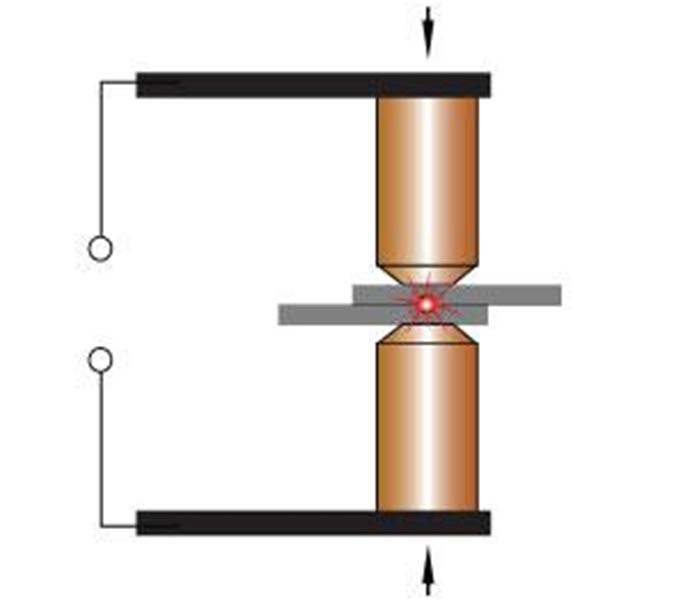
- мгновенным выполнением соединения (несколько секунд);
- большим значением сварочного тока (свыше 1000А);
- малым напряжением в рабочей зоне (от 1 до 10 В);
- применением сжимающего сдавливания в точке сварки (от 10 до 100 кг и выше);
- точечной областью сплавления.
Нагрев металла объясняется законом Джоуля Ленца, когда низкое сопротивление электродов обеспечивает хорошую электропроводность в месте его контакта с металлической поверхностью и усиливает силу тока в этом месте. Передавая максимально возможный ток металлическим деталям, электрод способствует их нагреву в месте соединения за счет большого сопротивления металла, препятствующего прохождению этого тока.
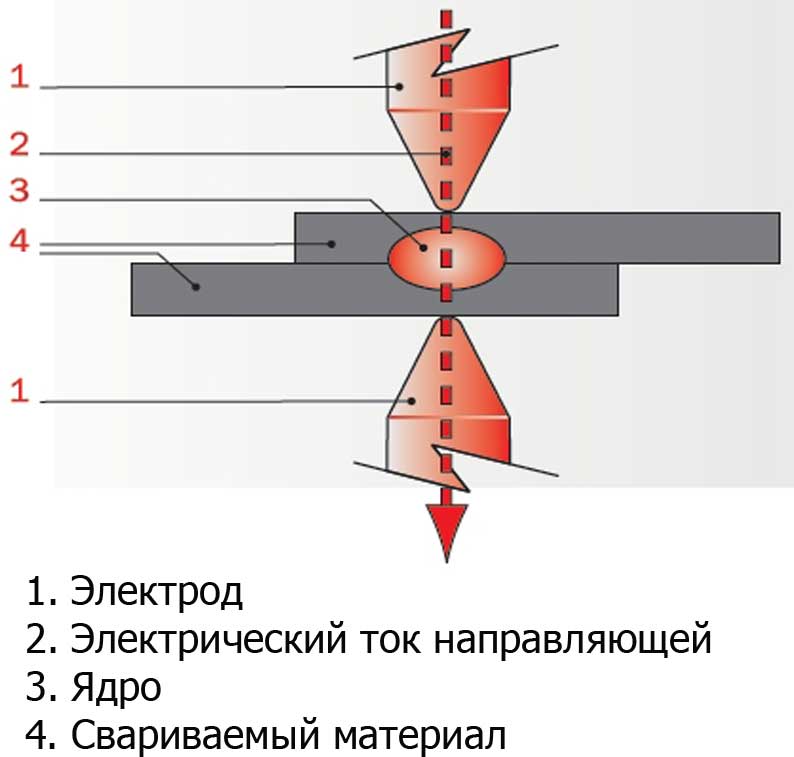
Максимальный нагрев в месте контакта электродов с поверхностью детали приводит к расплавлению металла в этом месте. При температуре плавления происходит образование литых точечных ядер, диаметр которых колеблется в диапазоне от 4 до 12 мм. Детали приваривают точечно в одном или нескольких местах.
При таком соединении его прочность напрямую зависит от структурного строения и размера точечного сплавления. Эти характеристики зависят от следующих факторов:
- вида используемых электродов;
- характера и силы тока при проведении сварки;
- времени воздействия тока на соединяемые детали;
- величины сжимающего усилия;
- качества, толщины и характеристик металла свариваемых поверхностей.
Этапы работы
Процесс выполнения сварки происходит поэтапно:
- Сначала создается плотный контакт деталей с помощью зажима между электродами.
- После пропускания тока через электроды проводится точечное нагревание металла до температуры плавления с образованием ядра. При продолжении пропускании тока жидкое ядро увеличивается и достигает максимальной величины. Внутри расплавленного ядра происходит межкристаллическая перестройка металла с образованием новых структурных связей.
- Одновременно проводится деформационное воздействие на зону контакта до окончательного формирования нужного размера точечного соединения. Достаточное сжимающее усилие обеспечивает плотное прижимание соединяемых частей и за счет этого происходит формирование вокруг зоны жидкого ядра уплотненного пояса, препятствующего выплескиванию расплава из зоны контактной сварки.
- Последним этапом процесса сварки является отключение тока и охлаждение жидкого ядра металла с его постепенной окончательной кристаллизацией. При этом он становится меньше по размерам. При быстром охлаждении может возникнуть остаточное напряжение, которое негативно отражается на качестве соединения. Чтобы не допустить этого, усилие сжатия электродов снижают постепенно, не прерывая сразу вместе с отключением тока после выполнения работ. Это обеспечивает правильную структуру металла без напряжения в межкристаллических связях. Иногда на последней стадии работы советуют увеличить сжимающее усилие, чтобы обеспечить полную проковку металла в месте соединения и его однородность без присутствия напряжений.
Виды точечной сварки
Соединение деталей можно проводить двумя способами: с использованием мягкого или жесткого сварочного режима.

Выполнение работ с использованием мягкого режима отличается постепенным нагревом металла соединяемых деталей с использованием умеренного по силе плотности тока (не более 100 ампер/мм2). Время разогрева от 0,5 до 3 секунд. При таком режиме происходит меньший расход потребляемой мощности и нагрузки на сеть. Поэтому он не нуждается в повышенных требованиях к мощности. Все это ведет к небольшой степени закалки зоны нагрева. Такой щадящий режим работы хорошо подходит для соединения сталей, которые чувствительны к термообработке и подвержены быстрой закалке появлением напряжения при агрессивных условиях проведения сварочных работ.
Технология жесткого режима основана на применении тока с высоким значением плотности и большим усилием сжатия при сдавливании деталей. Ток может иметь плотность до 300 ампер/мм2, а усилие сдавливания колеблется в интервале 3-8 кг/мм2. Время воздействия значительно короче, чем при выполнении работ в мягком режиме, и может продолжаться от 0,1 до 1,5 сек.
Для такого режима требуется использовать аппарат для точечной сварки, потребляющий значительную мощность. Зато процесс соединения деталей осуществляется быстро, обеспечивая высокую степень производительности. Жесткий режим сварочных работ часто используется для соединения медных или алюминиевых сплавов, а также легированных стальных изделий с большой теплопроводностью. Работа в таком режиме помогает сохранить их коррозионную устойчивость.
Применяемое оборудование
Для выполнения точечной стыковки деталей существует много разных по виду и принципу работы устройств, которые отличаются техническими параметрами и имеют различные режимы работ.
Аппарат точечной сварки различается, прежде всего, потребляемой при работе мощностью. Он может быть в виде машины с большими габаритами и высоким уровнем производительности, но потреблять при этом большую мощность.
Также есть устройства, имеющие вид небольшого переносного аппарата, который можно использовать для проведения разовых сварочных работ в быту.
Существующие сварочные аппараты отличаются характером тока в процессе выполнения сварного соединения. Он зависит от принципа устройства и схемы электрической замкнутой цепи.
Сварочное оборудование для точечной сварки производят в виде:
- машин, которые осуществляют сварное соединение на переменном токе;
- аппаратов, использующих токи низкой частоты;
- машин, проводящих сварку в режиме конденсатора;
- машин, использующих для сварки постоянный ток.
Наибольшее применение имеет точечный сварочный аппарат, который осуществляет процесс сварки на переменном токе. В таких машинах напряжение для работы получают путем преобразования сетевого напряжения 220 или 380 вольт с использованием трансформатора, время работы которого регулируется специальным модулем, управляющим контроллером и другими приборами, включенными в схему.
Разновидностью таких машин, работающих на переменном токе, является устройство МТР-1210, работающее на пневматическом приводе. Современной установкой для точечного соединения на переменном токе является машина МТР-16053, которая имеет электронное управление процессом сварки.

Конденсаторный режим сварочных работ состоит в постепенном накоплении электроэнергии конденсатором во время его зарядки. Затем осуществляется быстрый расход этой электроэнергии при генерации большого импульса тока. Это дает возможность проводить процесс очень быстро и расходовать при этом меньшую электроэнергию и мощность. Импульсный расход электроэнергии дает максимально сконцентрированное тепло за короткий промежуток времени, что создает минимальную термическую зону соединения деталей. Примером конденсаторной машины является аппарат точечной сварки МТК-2002ЭК.
К машинам, работающим на постоянном токе, относится устройство МТВР-19053. Оно имеет особую конструкцию хоботов и вставленных в них электродов. Это дает возможность выполнять сварное соединение различных по форме и размеру деталей.
Какие электроды нужны для точечной сварки
Эффективность выполнения работ во многом зависит от характеристик электродов: их размера, формы и материала, из которого они изготовлены. Электроды для точечной сварки выполняют двойную функцию: проводят ток в область сварки и обеспечивают зажимное усилие.
Электроды бывают прямой и фигурной формы. В основном используются прямые устройства, т. к. они обеспечивают свободный доступ к точке соединения.
Форма наконечника электродов бывает плоской и сферической и характеризуется соответственно размером диаметра (d) плоского сечения или радиусом (R) сферического конца. От этих размеров зависит величина контактной площади электрода с поверхностью металлической детали, что напрямую влияет на плотность подаваемого тока и силу сдавливания деталей. От этих характеристик зависит величина полученного расплава и размеры ядра.
Электроды, имеющие сферическую форму наконечника, более устойчивы к изнашиванию и не так чувствительны в случае их неправильной ориентации к поверхности детали при установке. Поэтому их особенно рекомендуют применять для сваривания мягких сплавов на основе алюминия или других, т. к. они, в отличие от изделий с плоским сечением наконечника, не оставляют вмятин и повреждений на поверхности. На практике сферические электроды преимущественно используют при точечной сварке любых сплавов.
Размеры электродов обозначены в ГОСТе 14111-90 и имеют значения от 10 до 40 мм. Их выбор зависит от размера толщины соединяемых деталей. Рекомендуемые для определенной толщины размеры рабочей зоны электродов показаны в таблице:
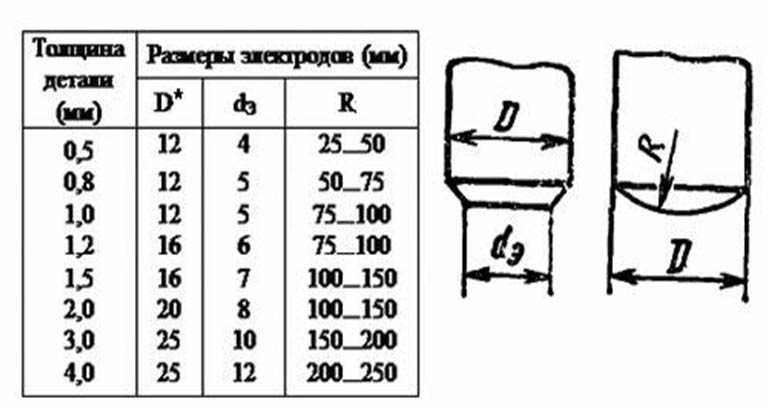
* в новом варианте ГОСТа вместо значения диаметра D=12 мм, включен размер 10 мм и 13 мм.
Существенное влияние оказывает также материал, из которого изготовлен электрод. Он определяет характеристики электрического сопротивления, теплопроводности и прочности электрода при повышенных температурах. При циклических изменениях высокой температуры и нагрузки электрод подвергается повышенному износу в месте рабочей зоны. Поэтому эта часть электрода изготавливается из жаропрочных сплавов меди с высокой электропроводностью и большой проводимостью тепла.
Область применения
Точечная сварка используется в промышленном масштабе при производстве конструкций путем штамповки с одновременной точечной сварочной стыковкой. Этот способ соединения применяется в изготовлении деталей для автомобилей, самолетов, космической, сельскохозяйственной и другой техники, имеющей в конструкции профильные формы. Также такая сварка применяется для создания миниатюрных узлов в приборостроительной сфере, в том числе для производства электронных устройств, где используются детали с тонкой стенкой.






