Методика ультразвукового контроля сварных швов

Сварные соединения являются новообразованиями на любых конструкциях и их дальнейшая безопасная эксплуатация во многом зависит от качества их наложения, а это, в свою очередь, можно выявить только специальной проверкой. Качество сварных швов металлических соединений проверяют, используя для этого различные методики дефектоскопии. Из всего существующего на сегодняшний день разнообразия видов дефектоскопии можно выделить ультразвуковой контроль сварных соединений, который является наиболее доступным и недорогим методом диагностики. Причем УЗК практически не уступает по точности измерений таким видам неразрушающего контроля, как рентгеноскопия, гамма-скопия, радиоскопия и другим.
Оглавление
Теоретическое определение УЗК
Методика ультразвукового неразрушающего контроля является далеко не новым видом дефектоскопии и впервые была применена на практике в 1928 году, а с развитием технического прогресса и промышленных технологий стала использоваться во многих сферах деятельности человека.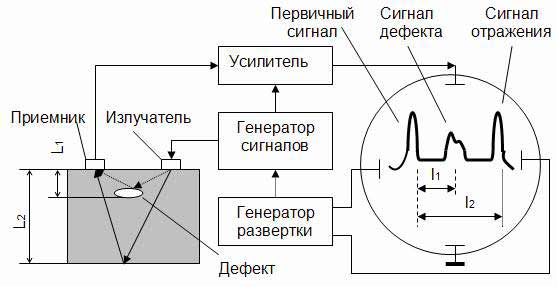
Весь эффект УЗК основан на том, что акустические ультразвуковые волны при прохождении однородной среды не меняют свою прямолинейную траекторию движения, а вот при разделе сред, имеющих различную структуру и обладающих разными величинами удельного акустического сопротивления, происходит их частичное отражение. При этом чем существеннее разница в физических и химических свойствах материалов, тем больше будет звуковое сопротивление в месте раздела сред, тем ощутимее и заметнее эффект при отражении звуковых волн.
К примеру, при образовании сварного шва в структуре металла обычно остается смесь газов, которая не успела выйти во время затвердевания наружу. При этом газообразная среда обладает фактически в пять раз меньшим волновым сопротивлением прохождению ультразвуковых колебаний, чем металлическая кристаллическая решетка, что и позволяет практически полностью отражаться ультразвуковым колебаниям.
Ультразвуковой контроль, либо дефектоскопия сварных соединений являются неразрушающим их целостность методом по поиску внутренних структур, имеющих химические или физические отклонения от заданных норм, которые при недопустимой величине и определяются как механические дефекты сварных швов.
Достоинства УЗК
С помощью методики ультразвукового контроля осуществляется диагностика всех видов сварки, пайки и склейки, что позволяет выявлять такие дефекты соединений, как:

- воздушные пустоты и поры,
- расслоения в наплавленном металле шва,
- околошовные трещины,
- химически неоднородные вкрапления,
- шлаковые отложения,
- неоднородность структуры,
- искривление геометрических размеров.
Главными преимуществами ультразвуковой дефектоскопии можно назвать возможность проведения контроля:
- соединений как из однородных, так и из разнородных материалов;
- структур, состоящих как из металлов, так и неметаллов;
- без разрушения и без повреждения исследуемых образцов;
- с высокой мобильностью;
- с высокой скоростью исследований;
- при низкой себестоимости;
- без опасных факторов для персонала в сравнении с рентгено- или радио-дефектоскопией.
Недостатки УЗК
Использование ультразвукового контроля имеет ряд особенностей, а именно — требуется существенная подготовка исследуемых поверхностей для прохождения от пьезоэлектрических преобразователей ультразвуковых волн по структуре металла. Необходимо:
- создание шероховатостей 5 класса на поверхности сварного соединения с направлением полос перпендикулярно шву;
- нанесение на исследуемый участок контактной массы (в виде воды, масел) для полного исключения воздушного зазора, а в случае с вертикальной или при сильнонаклоненной поверхности использовать густые клейстеры, неспособные к быстрому стеканию;
Непосредственно к недостаткам этой методики дефектоскопии можно отнести:
- необходимость в использовании специальных пьезоэлектрических преобразователей, имеющие радиус кривизны подошвы в диапазоне величины +-10% от радиуса исследуемого объекта для диагностики округлых форм конструкцией с диаметром менее 200 мм;
- существенные сложности при исследовании крупнозернистых структур металлов, к примеру, чугуна или аустенита при толщине более 60 мм, связанного со значительным затуханием и с существенным рассеванием ультразвуковых колебаний;
- невозможность проведения контроля деталей с малыми и сложными формами;
- затруднительность в оценке соединений разных видов сталей, что связано с неоднородностью основных металлов и сварного шва;
- невозможность установления реальных размеров различных типов дефектов из-за их формы, физических свойств и расположения в структуре сварного шва.
Виды ультразвукового контроля швов
Технология проведения ультразвуковой дефектоскопии основывается на способности акустических колебаний высокой частоты, порядка 20 кГц, проходить однородную структуру и частично отражаться от различных препятствий в виде пор, трещин и других неоднородностей. Существует несколько методов получения отражения ультразвукового сигнала, а именно:
- теневой, который определяет разницу амплитуды между прошедшими и отраженными колебаниями;
- зеркально-теневой, основанный на определении коэффициента затухания отраженных волн;
- эхо-зеркальный или тандемный, использующий для своей работы два аппарата;
- дельта метод, заключающейся в определении энергии отраженных от дефекта колебаний;
- эхо-импульсный, который основывается на регистрации отраженных ультразвуковых волн.
Наиболее распространенными являются два вида дефектоскопии сварных швов при помощи ультразвука — это теневая и эхо-импульсная методика проведения контроля.
Методика проведения УЗК
Несмотря на существование нескольких методик ультразвуковой дефектоскопии их проведение практически схоже и различается лишь в наборе диагностического оборудования. Так, проведение процедуры дефектоскопии можно описать следующей последовательностью:
- Производиться тщательная подготовка исследуемой поверхности путем механического удаления остатков шлака, краски и ржавчины со сварочного шва. Вдобавок очищают полосы по 50 мм с обеих сторон от него.
- Место проведения дефектоскопии обильно покрывают жидкой массой в виде воды, минеральных масел или густых специальных клейстеров — это необходимо для возможности беспрепятственного прохождения ультразвуковых волн.
- Производиться предварительная настройка прибора на определенную методику, рассчитанную на решение конкретных задач.
- Пьезоэлектрический преобразователь УЗК последовательно начинают перемещать по зигзагообразной траектории по сварочному шву.
- После получения устойчивого сигнала необходимо периодически поворачивать пьезоэлектрический преобразователь в разные стороны вокруг своей оси так, чтобы получить на экране прибора сигнал с максимальной четкостью изображения.
- При обнаружении дефектов их фиксируют и записывают соответствующие координаты.
- При необходимости, ультразвуковой контроль сварных швов проводят в один или несколько проходов.
- Полученные результаты дефектоскопии заносятся в журнал проверки.






