Способы вальцовки и развальцовки труб

В процессе металлообработки изделие подвергают деформированию, изгибанию, скручиванию и т. д. Эти операции применяют как к листовому металлу, так и к трубным заготовкам. Результатом их выполнения является изменение первоначальной геометрии объекта для его дальнейшего использования — либо в составе сборной конструкции, либо в качестве обособленного элемента. Одним из методов деформирования металла в определенном, заданном направлении является вальцовка (или вальцевание).
Этот технологический процесс часто используют при изготовлении трубных заготовок из листового металла, но и уже готовые трубы также вальцуют, если возникает необходимость задать им новые параметры. Вальцовка труб — это деформирование их стенок без снятия металла. Наиболее распространенными вальцовочными операциями при работе с трубными изделиями (как круглыми, так и профильными) являются:
- изгиб трубы вальцеванием;
- развальцовка с целью увеличения сечения;
- завальцовка как способ уменьшения сечения.
Оглавление
Изгиб трубы вальцеванием
Вальцовка труб является одним из способов холодной гибки. Один из самых распространенных типов профилегибочных станков, работающих по данному принципу — это классический трехроликовый вальцевый трубогиб, который способен управляться с профилями из любого материала:
- жесть;
- сталь, в том числе и коррозионностойкая (нержавеющая);
- цветные металлы;
- сплавы;
- полимеры.

Основным действующим механизмом вальцовочного станка такого типа служит конструктивный узел из трех вращающихся роликов (валков). Из них ведущим может быть один средний, либо два крайних ролика. Цилиндрическая или профильная заготовка, заправленная в станок для вальцовки труб, последовательно прокатывается между валками и изгибается для получения необходимого радиуса кривизны (рис.1).
В ходе прокатки заготовки на таком станке можно согнуть небольшой отрезок трубы, а можно изготовить и длинный гнутый профиль, протяженностью 5 и более метров, что востребовано, например, в строительной отрасли. Путем перемещения через валки заготовка изгибается под определенным углом по всей заданной длине. Еще одним важным достоинством такого станка является возможность гнуть трубу на полный круг, то есть на угол 360 градусов.
Во время вальцовки трубы происходит процесс ее механического деформирования, который можно разделить на две стадии:
- Сначала создается предварительный натяг для придания необходимого радиуса изгиба. Это реализуется созданием усилия центральным двигающимся роликом на трубу, упирающуюся в два других ролика, либо посредством прикладывания усилия к двум боковым двигающимся роликам на трубу, упирающуюся в неподвижный центральный ролик.
- Собственно изгиб трубы происходит благодаря силе трения, возникающей между крутящими роликами станка и обрабатываемой трубой. Изделие, захватываемое усилием трения по ходу вращения крутящих роликов, гнется на величину предварительно установленного радиуса натяга трубы.
Если необходимый радиус изгиба не удается сформировать за один ход, то действия обеих стадий производятся повторно — до получения необходимой кривизны изгиба. Чем больше толщина стенки, тем большую кривизну изгиба можно реализовать. Для таких станков наименьший радиус гиба в единицах, кратных диаметру трубы, составляет:
- для очень толстой стенки — 6;
- для толстой стенки — 10;
- для тонкой стенки — более 10.
От числа ведущих роликов, а также силы трения между ними и поверхностью стенки, зависит формирование усилия, возникающего в процессе изгиба трубы вальцеванием. Вальцовочный агрегат работает с высокой производительностью; он способен обрабатывать трубы квадратного, прямоугольного, овального и даже треугольного профиля.
Вальцовка профильной трубы — это, в сущности, ее деформация, при которой производится изгиб материала по некоторому направлению.

По этому признаку такую технологическую операцию можно отнести к одному из видов гибки металла. Поэтому отдельные специалисты заменяют словосочетание «вальцевание труб» термином «вальцевая гибка». Вальцы для профильной трубы при использовании данного типа профилегибов отличаются только формой (калибром) роликов или валков (рис.2).
Промышленные гибочные станки для труб по способу управления делятся на четыре группы:
- ручные;
- гидравлические;
- электрические с механикой;
- электрические с гидравликой.
Их выбор определяется производственными задачами, объемом серийно выпускаемой продукции и финансовым состоянием предприятия.
Развальцовка с целью увеличения сечения трубы
При монтаже сборных конструкций очень часто требуется достичь прочного соединения двух соседних фрагментов труб с разным диаметром. Чтобы плотно и без зазоров вставить одну трубу в другую, нужно либо расширить конец одного трубного отрезка, либо сузить конец другого. В вальцевании это называется «раздача торца наружу» и «торцевой обжим». После такой обработки изделий качество состыковки приближается к идеальному, что особенно важно при изготовлении котельного оборудования и трубопроводов различного назначения.
Еще одно широко распространенное применение развальцовки — это установка кондиционера, при которой приходиться сочленять одну медную трубу с другой без пайки, а затем присоединять полученную сборную конструкцию к внутреннему и внешнему блокам кондиционера. Для этого надо расширить конец одной трубы в виде «юбки». При подключении к кондиционеру перед развальцовкой на трубу надевают гайку, которую затягивают с юбочной частью к приемнику блока. Это можно сделать с применением инструмента для ручной вальцовки. Сам инструмент также принято называть «вальцовкой».
Простейшие инструменты–вальцовки состоят из струбцины со стандартными отверстиями для зажима трубы и упора в виде конуса, который при ввинчивании расширяет конец трубы, создавая так называемую «юбку». Существует несколько типов ручных вальцовок для труб из меди:
- вальцовка с конусом без эксцентрики и струбциной с одним универсальным держателем под все типоразмеры труб и без трещотки;
- вальцовка без трещотки и конусом без эксцентрики и струбциной с набором отверстий под стандартные сечения трубы;
- вальцовка с конусом–эксцентриком, с трещоткой и струбциной с набором отверстий под стандартные сечения труб.
Наилучший результат производит реверсивная вальцовка труб с эксцентричным конусом и трещоточным механизмом (рис. 3).
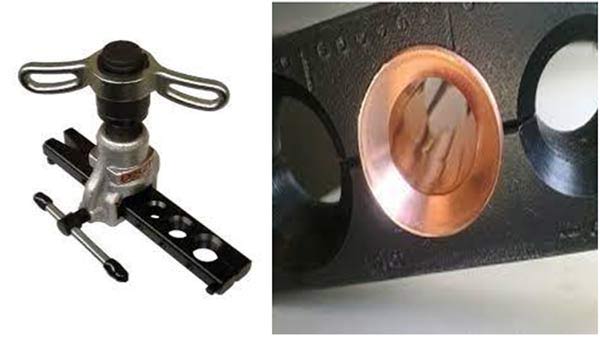
Конус такой вальцовки устанавливается эксцентрично и действует по принципу валка, распределяя давление при прокатке равномерно по всей плоскости материала, давая на выходе практически зеркальную поверхность. Это позволяет по максимуму пригнать развальцованный фрагмент к отверстию штуцера или соединительной гайки, обеспечивая наивысшее качество соединения.
Стоит отметить, что благодаря эксцентричному конусу и наличию трещотки снижаются затраты на усилие при вальцовке, что облегчает и ускоряет работу мастера. Такой инструмент для обработки труб из меди рассчитан на диаметры 4–22 мм (или в дюймовом исчислении — от 3/16 до 3/4 дюйма). Применение этого устройства возможно и для тонкостенных алюминиевых и стальных труб, которые можно увидеть в спортинвентаре, в мебельных конструкциях и т. д.

С помощью еще одного приспособления (экстендера) можно расширить диаметр в одно действие. Это рычажный инструмент со сменными расширительными насадками различного диаметра (рис. 4). Это как патрон у дрели, только лапки такой головки расширяются, а не сжимаются. Усилие создается с помощью рычагов со значительным плечом.
Развальцовка широко используется в качестве способа сочленения труб с решетками теплообменных устройств, обеспечивая высокую прочность и герметичность соединений.
Инструмент, применяемый для этой операции, представляет собой полноценные вальцы — конусообразные валики, которые, катаясь по внутренней плоскости заготовки, проход за проходом, увеличивают ее сечение (рис. 5).
Приводом служат реверсивные машины. В них контроль крутящего момента автоматизирован, чтобы обеспечить стабильность качества соединений. Глубина вальцевания может быть фиксированной или регулируемой, в зависимости от исполнения вальцовки.
Завальцовка как метод уменьшения сечения
Необходимость уменьшать сечение требуется при изготовлении элементов трубопровода с целью их дальнейшего соединения. В этом случае приходится обжимать конец трубы, который вставляется в гильзу. Уменьшить диаметр концевой части бывает нужно перед тем, как ручным способом нарезать на ней резьбу, или создать неразъемное плотное соединение трубы со штуцером. Для этого могут применяться обыкновенные клещи, хотя нередко используются специальные тиски, сконструированные особым образом (рис. 6).

В качестве ручного инструмента для завальцовки труб из мягких металлов могут выступать клещи с увеличенным рычажным плечом или малоразмерные вальцы, сочлененные с винтовой подачей. Стоит отметить, что для завальцовки водопроводной трубы из стали до сих пор нередко используют уникальное по простоте устройство — обыкновенный молоток. Однако эта работа требует предельной аккуратности, так как по неопытности можно получить совсем не ту степень деформации, на который рассчитывали изначально.






