Что такое волочение, его виды и сущность процесса
Холодное или горячее волочение металла является разновидностью обработки металла давлением. Такими способами получают продаваемый в торговой сети сортамент проволоки круглого и фасонного сечения, прутки, трубы и другую продукцию из черных, цветных металлов и сплавов. Для этого используют волочильное оборудование, которое по кинематическому принципу позволяет получать продукцию необходимого диаметра способами одно- и многократного волочения. Арматура витого типа, проволока, металлические канаты, сетки и крепеж получаются из продукции, выполненной волочением, где задействованы волочильная машина или станок. Продукция, полученная методом волочения, используется в разных отраслях промышленности, сельского хозяйства и домашними умельцами.
Оглавление
Суть и назначение операции волочения
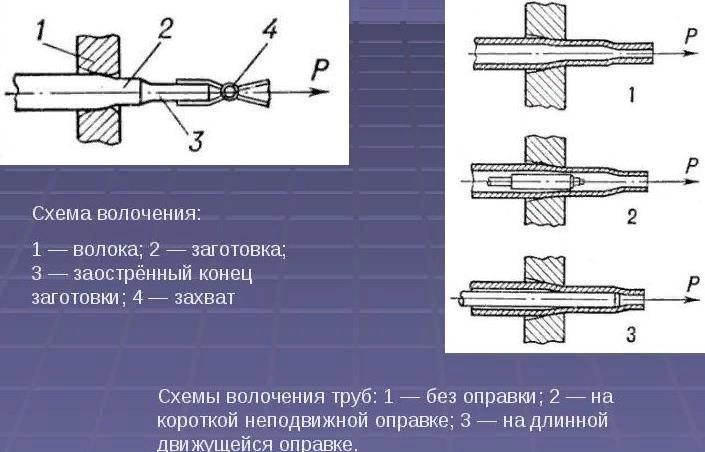
Сущность процесса волочения заключается в протягивании металлической заготовки большего диаметра через отверстие необходимой формы и получении изделия меньшего диаметра. Изготовленная продукция характеризуется качеством наружной поверхности, плотностью и точностью размеров поперечного сечения. Операции выполняют на специальных машинах, которые называются волочильными станами. Они повышают производительность труда: трудоемкость изготовления становится гораздо ниже, чем при выполнении таких изделий другими способами.
Волочильные станы выпускаются производителями с прямолинейным движением заготовки и с наматыванием на барабаны. В последнем случае они могут быть с одним или несколькими ведущими барабанами, что позволяет протягивать одну или одновременно несколько заготовок.
Виды и методы волочения
Волочение выполняют на волочильном стане. Конструктивно устройство состоит из таких основных частей: волока (фильера), оправок разной конструкции, протяжного и вспомогательных устройств для автоматизации и механизации процесса. При этом волочильный стан прямолинейной конструкции различают по принципу действия главного двигателя непрерывного действия (траковые), гидравлические, цепные и канатные.
Процесс классифицируют по таким параметрам:
- по типу (мокрое, сухое);
- нагреву заготовки (холодное, горячее);
- количеству протягиваемых заготовок (1, 2, 4, 8);
- степени чистоты получаемого изделия (черновое, чистовое);
- подвижности волока (неподвижный, подвижный);
- количеству переходов (одно- и многократный);
- способу осуществления тяги (гидравлические, барабанные, цепные).
Разнообразие параметров породило огромное количество выпускаемых установок, различающихся техническими характеристиками, технологией выполнения работ и производительностью.
Волочение используют для изготовления труб диаметром 0,3÷500 мм с толщиной стен 0,05÷6 мм. При этом методы изготовления могут быть следующими:
- осадкой;
- профилировочным способом;
- гидродинамическим трением;
- на специальной оправке (закрепленной короткой, длинной подвижной, плавающей);
- на деформирующемся сердечнике;
- с раздачей заготовки трубной формы.
Метод, а следовательно, и оборудование к нему, выбирают в зависимости от требований, предъявляемых к готовому изделию и марки применяемой заготовки. Трубы изготавливают, применяя волочильный стан цепной и барабанной конструкции. В последнем случае волочение называют бухтовым.
Основные этапы процесса
К конечному продукту, получаемому волочением, предъявляются определенные требования, которые указываются в технологических характеристиках. Заготовка проходит определенные этапы, которые влияют на конечный результат. Они следующие:
- отжиг заготовки для получения мелкозернистой структуры и повышения пластичных свойств;
- удаление с поверхности заготовки окалины;
- промывка заготовки после травления в растворе серной кислоты;
- нанесение специального слоя, состав которого зависит от материала заготовки;
- волочение на стане;
- устранение наклепа;
- доработка полученной продукции (обрезка на необходимую длину, отделка концов).
Как правило, они влияют на плотность, твердость, текучесть, электрическое сопротивление материала (увеличиваются), пластические, антикоррозионные свойства (уменьшаются). Такое проявление, называемое наклепом, устраняют с помощью термообработки – нормализацией, патентированием, отпуском, отжигом. Выбор метода зависит от марки металла или сплава, условий проведения процесса волочения.
Оборудование и станки для волочения
Волочильный станок с приводом постоянного или переменного тока может быть для одно-и многократного волочения. В последнем случае металлическая заготовка проходит через несколько волок, изменяя свой профиль или диаметр в сторону уменьшения последовательно. Однократная волочильная машина используется для заготовок диаметром от 8 до 20 мм. Со специального устройства размоточного типа заготовка после прохождения через волоку наматывается на барабан, диаметр которого не превышает 750 мм. Все операции на таком устройстве автоматизированы: барабан обслуживается подъемником, укладка заготовок – тельфером. Такие волочильные станки применяются для производства проволоки фасонных профилей из обычных и труднодеформируемых марок заготовок при выполнении операции калибровки проволоки.
Станы барабанного типа и цепные различаются способом намотки. У барабанных устройств намотка изготовленной продукции осуществляется на специальную вертушку, у цепных она не подлежит смотке.
На видео можно наглядно увидеть процесс изготовления проволоки:
Просим тех, кто работал на станах цепных и барабанных, поделиться опытом работы в комментариях к тексту, а также рассказать о нюансах технологического процесса.






