Способы изготовления кондуктора для ковки

Большинство кузнечных узоров, которые получаются технологиями горячей или холодной ковки, в той или иной степени включают в себя элементы спиралей — пространственных, плоских, одинарных или двойных. И если для изготовления сложной спирали потребуется специальная торсионно-выкрутная машина, то обычная спираль вполне доступна для выполнения своими руками. Нужен только кондуктор для холодной ковки — приспособление, называемой в среде мастеров кузнечного дела улиткой.
Оглавление
Основы применения устройства
Примитивный кондуктор для ковки (см. рис. 1) представляет собой конструкцию, состоящую из трех деталей:
- Направляющей матрицы, которая своим контуром должна соответствовать будущему кованому элементу.
- Опорного зацепа, за который фиксируется прутковая заготовка.
- Рычага, при помощи которого выполняется гибка прутка по контуру.
- Плиты, на которой расположены обе детали и которая, при необходимости, может прикрепляться к основанию, например, верстака.
Наибольшая сложность заключается в изготовлении самого кондуктора для ковки. Кондуктор, представленный на рис. 1, лишь отдаленно напоминает контур спирали и пригоден лишь в производстве сравнительно крупных кузнечных конструкций (например, защитных решеток), для которых важна не конфигурация элемента, а его совместимость с общей компоновкой изделия.

Ценность рисунка в том, что с его помощью можно рассмотреть все имеющиеся дефекты и отыскать способы их эффективного устранения. В частности, контур спирали, которую удастся отковать при помощи представленного кондуктора для ковки, окажется весьма приблизительным. Исправить же погрешности будет нелегко. Поэтому главной проблемой остается метод получения максимально точного контура.
Решений может быть два. Первое, более простое, заключается в том, чтобы разбить образующую спирали на ряд элементарных отрезков, доступных для изготовления своими руками. При этом возможные складки на контактной поверхности кондуктора будут компенсироваться толщиной полосы или диаметром прутка. Для этого потребуется выполнение двух условий:
- Минимальный радиус гибки не должен быть меньше 0,2s (где s — толщина стальной полосы или диаметр прутка);
- В процессе холодной ковки заготовка должна постоянно прижиматься к рабочей поверхности кондуктора.
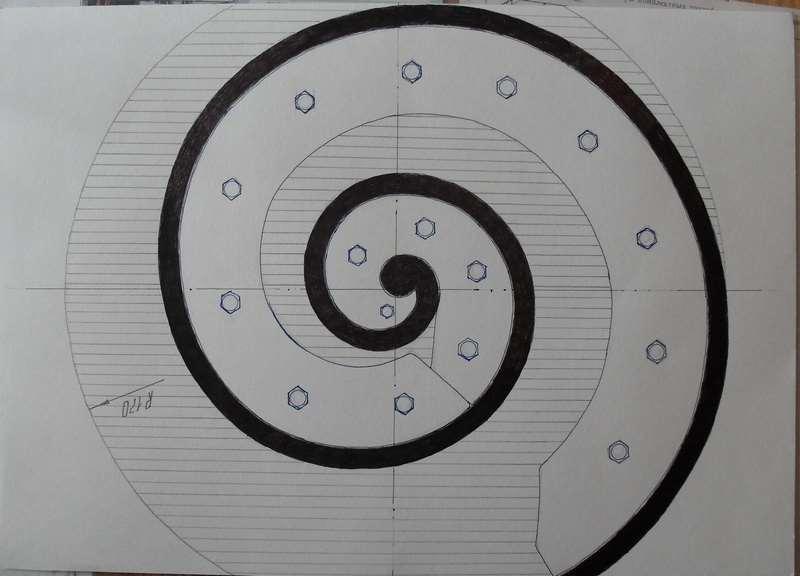
Поскольку второе условие непременно приведет к усложнению конструкции кондуктора, то особого повышения качества готовой спирали ожидать не приходится. Тем не менее, точность все равно будет выше. Объединенные чертежи спиральной основы кондуктора с отдельными участками показаны на рис. 2.
Следует отметить, что слесарная ручная доводка такого контура достаточно трудоемка, а исполнителю следует располагать шаблоном идеальной спирали, который еще как-то надо изготовить. Как сделать спираль иначе?
Таким образом, традиционный способ конструирования кондуктора приемлем только для габаритных изделий.
Изготовление направляющей для кондуктора
Для этих целей потребуется обычный токарный станок типа 1К62 или 16К20, который в состоянии нарезать архимедову спираль, и, конечно, опытный токарь.
Функция «архимедова спираль» в токарных станках предназначена для нарезки специальных резьб, но она вполне пригодна и для получения канавки в опорной плите, где затем будет располагаться сама направляющая кондуктора .
При подготовке станка выполняются следующие переходы:
- Малую рукоятку коробки подач станка перемещают в положение «Спираль Архимеда».
- Необходимый шаг спирали, который будет определять габариты кондуктора, устанавливают при помощи большой рукоятки.
- Шаг подачи фиксируется рычагом, а величина подачи определяется глубиной канавки в плите (как установить такой параметр, будет рассказано далее).
- После включения станка рычаг подачи остается в прежнем положении, а нарезка выполняется в ходе возвратно-поступательных перемещений шпинделя.
- После каждого прохода суппорт отводится от торца заготовки.
Пример получения архимедовой спирали представлен на этом видео:
То, что на кадрах представлен не металл, а пластик, принципиально ничего не меняет: спираль получается в результате нескольких последовательных проходов резца, который перемещается по заданной траектории.
Определение размеров спиральной канавки производится, исходя из желаемых габаритов кондуктора и высоты его опорной поверхности. Если в первом случае все зависит от размеров исходной заготовки для плиты и возможностей станка, то глубину канавки следует рассчитать по высоте и толщине направляющей матрицы.
Поскольку в холодном состоянии любой металл обладает повышенной механической прочностью, то для изготовления направляющей матрицы своими руками следует принять инструментальную сталь: например, сталь марки У7 по ГОСТ 1435-84. Использовать высоко- или среднеуглеродистую конструкционную сталь типа сталь 45 или сталь 60Г не рекомендуется, поскольку для высоких улиток под воздействием изгибающего момента они могут растрескиваться.
Размеры направляющей матрицы в плане подбираются, исходя из имеющегося сортамента полосовой инструментальной стали по ГОСТ 4405-75. Поскольку кондуктор должен быть компактным, то целесообразно выбрать профили 3×20, 3×25 или 3×30 с предельным отклонением по толщине 0,4 мм. При посадке направляющей в плиту по Н11 ширина спиральной канавки должна быть на 0,5-0,7 мм больше ширины полосы. Глубина канавки должна быть не менее 1,5 высоты полосы, т.е. 4,5 мм или чуть больше. Этот параметр, кстати, определит и толщину самой плиты: она должна быть не менее 6 мм.
По нарезанной канавке в плите определяют суммарную длину направляющей (для замера можно воспользоваться гибкой рулеткой или даже обычной ниткой). После чего отрезают «в размер» нужную длину полосы, вставляют ее в паз и обваривают по контуру ( если на кондукторе будут изготавливаться только плоские улитки — то по наружной образующей, а если объемные — то можно и по внутренней).
В центре кондуктора болтами прикрепляют опорный зацеп. Он должен иметь заходный участок, которым заготовка фиксируется в начальный момент формирования спирали (см. рис. 3).
Применение подобной технологии изготовления направляющей кондуктора значительно увеличивает точность изготавливаемых на нем спиральных кузнечных узоров.
Выбор и изготовление прочих элементов кондуктора
Опорную плиту можно изготовить из конструкционной стали марки сталь 45. Ее размеры подбираются соответственно габаритам направляющей, удобства установки в токарном станке и возможностям ее надежного расположения на столе или верстаке.
Для изготовления поворотного рычага используют рамную конструкцию из квадратных труб, которая собирается в поворотный узел на подшипнике качения, как показано на рис. 4. Торцевую часть желательно прошлифовать, чтобы исключить зажим прутка/полосы.
-

- Рисунок 3 — Опорный зацеп и его крепление на кондукторе для холодной ковки

-

- Рисунок 4 — Пример оформления поворотного рычага кондуктора

-

- Рисунок 5 — Кондуктор для холодной ковки в сборе.

Готовый кондуктор в сборе представлен на рис. 5.
В качестве альтернативного и достаточно оригинального варианта можно привести пример изготовления направляющей с использованием обычной велоцепи. В этом случае жесткость конструкции повысится, а трение на контактных поверхностях при изготовлении спирали снизится. Общий вид такого кондуктора представлен на рис. 6.
Читателей, имеющих опыт конструирования и изготовления эффективных кондукторов для холодной ковки, приглашаем для обсуждения в блоке комментариев.






