Обзор отечественных правильно-отрезных станков

Любое предприятие, которое занимается массовым производством сварочных электродов, либо использует в массовом масштабе арматурные стержни под железобетон, имеет в составе производственного оборудования хотя бы один правильно-отрезной станок для проволоки. Ещё более производительны правильно-отрезные автоматы, эксплуатация которых не требует постоянного присутствия оператора на рабочем месте.
Устройство правильно-отрезных станков
Данное оборудование выполняет предварительную правку проволоки с последующей резкой «в размер». Предел временного сопротивления материала проволоки должен находиться в пределах 450…800 МПа.
Типовая конструкция станка включает в себя:
- Разматывающее устройство;
- Узел правки, который содержит пять рабочих валков (как правило, два верхних и три — нижних);
- Механизм подачи проволоки в зону реза;
- Регулируемый упор
- Инструментальный блок с отрезными ножами, втулочного или (в старых моделях) роликового типа;
- Станину, где размещён блок управления.
В качестве привода применяется электродвигатель переменного тока, который через клиноременную передачу передаёт крутящий момент на правильное приспособление. При прохождении через него выпрямленного участка проволоки храповое устройство механизма подачи проворачивает подающие ролики на определённый угол, соответствующий длине отрезаемого стержня. Полуфабрикат вводится в рабочую зону станка до упора, после чего ножами выполняется размерная резка металла. Отрезанная заготовка по наклонному лотку падает в тару. Далее рабочий цикл повторяется.
В комплект поставки обычно входит несколько пар подающих роликов, каждый — для арматуры определённого профиля и диаметра сечения.
Устройство правильных роликов таково, что обеспечивает пространственное выпрямление требуемого участка проволоки в двух взаимно перпендикулярных направлениях. Для улучшения условий правки и снижения износа подающих роликов, скорость правки устанавливается минимальной.
Правильно-отрезной станок не предусматривает автоматической заправки конца проволоки в приёмную втулку: этот переход выполняется оператором, обслуживающим оборудование.

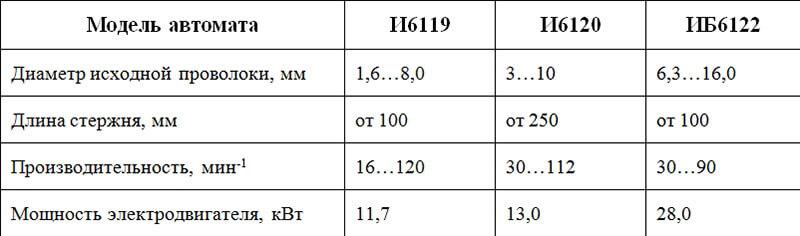
Сравнительная характеристика производительности отечественных правильно-отрезных станков
Оборудование не требует заливки специального фундамента и может легко переустанавливаться с одного места на другое. По данной схеме возможно изготовление станка и своими руками, причём свой станок необязательно снабжать электроприводом.
Цены на правильно-отрезные станки варьируются в следующих пределах: для отечественного оборудования — 25000…50000 руб., для импортного — 150000…190000 руб.
Устройство правильно-отрезных автоматов
Такое оборудование, отличие от рассмотренного выше, обеспечивает полностью автоматизированный цикл производства заготовок электродов. Используется непрерывный материал в мотках, технические требования к которому должны соответствовать ГОСТ 10702.
Правильно-отрезной автомат состоит из следующих узлов:
- Электродвигателя;
- Клиноременной передачи;
- Приемного вала с маховиком;
- Электропневматической фрикционной муфты включения привода;
- Инерционного разматывателя;
- Механизма подачи;
- Механизма переноса;
- Механизма выталкивания;
- Распределительного вала с конической зубчатой передачей и управляющими кулачками;
- Главного кривошипного вала, на котором смонтирован ползун с подвижным ножом;
- Станины с инструментальным блоком, где установлен неподвижный нож;
- Регулируемого упора качающегося типа;
- Блока управления.
Рабочий цикл правки-отрезки происходит так. Исходный материал от разматывателя периодически перемещается к механизму подачи. Установленные там валки производят сначала правку, а затем — подачу материала до упора в отрезную матрицу. После этого включается главный привод автомата: подвижный нож отрезает заготовку нужной длины и переносит её в матрицу. Калибровочный пуансон, смонтированный в ползуне, заталкивает заготовку в матрицу, где выполняется калибровка верхнего и нижнего торцов. При начале обратного хода ползуна стержень выталкивается из матрицы, и падает под действием собственного веса в тару. Рабочий цикл автоматически повторяется, до тех пор, пока на разматывателе не закончится проволока.
Цены на правильно-отрезные автоматы отечественного производства составляют от 400 тыс. руб. до 500 тыс. руб., в зависимости от типоразмера оборудования.
Подробное видео о том, как сделать правильно-отрезной станок своими руками:






