Технология гибки листового металла

Гибка листового металла — одна из распространенных операций холодного и горячего деформирования. Она отличается малой энергоемкостью, и при правильной разработке техпроцесса позволяет успешно производить из плоских заготовок пространственные изделия различной формы и размеров.
Оглавление
Классификация и особенности процесса
В соответствии с поставленными задачами технология гибки листового металла разрабатывается для следующих вариантов: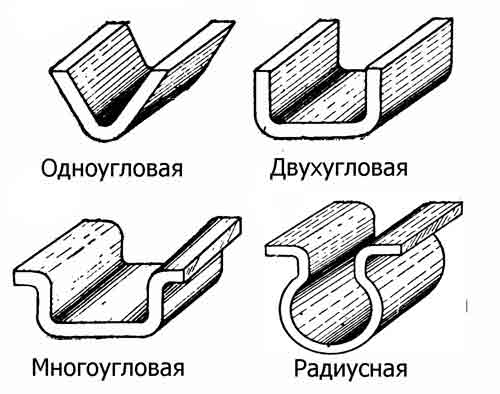
- Одноугловая (называемая иногда V-образной гибкой).
- Двухугловая или П-образная гибка.
- Многоугловая гибка.
- Радиусная гибка листового металла (закатка) — получение изделий типа петель, хомутов из оцинковки и пр.
Усилия при гибке невелики, поэтому ее преимущественно выполняют в холодном состоянии. Исключение составляет гибка стального листа из малопластичных металлов. К ним относятся дюралюминий, высокоуглеродистые стали (содержащие дополнительно значительный процент марганца и кремния), а также титан и его сплавы. Их, а также заготовки из толстолистового металла толщиной более 12…16 мм, гнут преимущественно вгорячую.
Гибку сочетают с прочими операциями листовой штамповки: резку и гибку, с вырубкой или пробивкой сочетают довольно часто. Поэтому для изготовления сложных многомерных деталей широко используются штампы, рассчитанные на несколько переходов.
Особым случаем гибки листового металла считается гибка с растяжением, которую используют для получения длинных и узких деталей с большими радиусами гибки.
В зависимости от размера и вида заготовки, а также требуемых характеристик продукции после деформирования, в качестве гибочного оборудования используются:

- Вертикальные листогибочные прессы с механическим или гидравлическим приводом;
- Горизонтальные гидропрессы с двумя ползунами;
- Кузнечные бульдозеры — горизонтально-гибочные машины;
- Трубо- и профилегибы;
- Универсально-гибочные автоматы.
Для получения уникальных по форме и размерам конструкций, в частности, котлов турбин и т.п., применяют и экзотические технологии гибки листовой стали, например, энергией взрыва. В противоположность этому, вопрос — как гнуть жесть — не вызывает сложностей, поскольку пластичность этого материала — весьма высокая.
Характерная особенность листогибочных машин — сниженные скорости деформирования, увеличенные размеры штампового пространства, сравнительно небольшие показатели энергопотребления. Последнее является основанием для широкого производства ручных гибочных станков, предназначенных для деформации оцинкованного материала. Они особо популярны в небольших мастерских, а также у индивидуальных пользователей.
Несмотря на кажущуюся простоту технологии, баланс напряжений и деформаций состояния в заготовке определить затруднительно. В процессе изгиба материала в нем возникают напряжения, вначале — упругие, а далее — пластические. При этом гибка листового материала отличается значительной неравномерностью деформации: она более интенсивна в углах гибки, и практически незаметна у торцов листовой заготовки. Гибка тонколистового металла отличается тем, что внутренние его слои сжимаются, а наружные — растягиваются. Условную линию, которая разделяет эти зоны, называют нейтральным слоем, и его точное определение является одним из условий бездефектной гибки.
В процессе изгиба металлопрокат получает следующие искажения формы:
- Изменение толщины, особенно для толстолистовых заготовок;
- Распружинивание/пружинение — самопроизвольное изменение конечного угла гибки;
- Складкообразование металлического листа;
- Появление линий течения металла.
Все эти обстоятельства необходимо учитывать, разрабатывая технологический процесс штамповки.
Этапы и последовательность технологии
Здесь, и в дальнейшем речь пойдет о процессах штамповки листового металла в холодном состоянии.
Разработка проводится в следующей последовательности:
- Анализируется конструкция детали.
- Рассчитывается усилие и работа процесса.
- Подбирается типоразмер производственного оборудования.
- Разрабатывается чертеж исходной заготовки.
- Рассчитываются переходы деформирования.
- Проектируется технологическая оснастка.
Анализ соответствия возможностей исходного материала необходим для того, чтобы выяснить его пригодность для штамповки по размерам, приведенным на чертеже готовой детали. Этап выполняют по следующим позициям:
- Проверка пластических способностей металла и сопоставление результата с уровнем напряжений, которые возникают при гибке. Для малопластичных металлов и сплавов процесс приходится дробить на несколько переходов, а между ними планировать межоперационный отжиг, который повышает пластичность;
- Возможность получения радиуса гиба, при котором не произойдет трещинообразования материала;
- Определение вероятных искажений профиля или толщины заготовки после обработки давлением, особенно при сложных контурах у детали;
По результатам анализа иногда принимают решение о замене исходного материала на более пластичный, о необходимости предварительной разупрочняющей термической обработки, либо используют подогрев заготовки перед деформацией.
Обязательным пунктом при разработке технологического процесса считается расчет минимально допустимого угла гибки, радиуса гибки и угла пружинения.
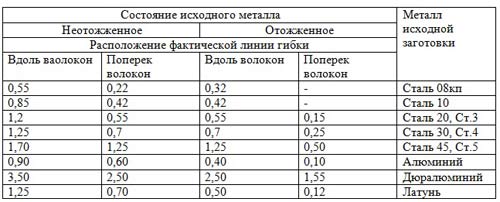
Радиус гибки rmin вычисляют с учетом пластичности металла заготовки, соотношения ее размеров и скорости, с которой будет проводиться деформирование (гидропрессы, с их пониженными скоростями передвижения ползуна, предпочтительнее более скоростных механических прессов). При уменьшении значения rmin все металлы претерпевают так называемое утонение — уменьшение первоначальной толщины заготовки. Интенсивность утонения определяет коэффициент утонения λ, %, который показывает, на сколько уменьшится толщина конечного изделия. Если это значение оказывается более критичного, то исходную толщину s металла заготовки приходится увеличивать.
Для малоуглеродистых листовых сталей соответствие между вышеуказанными параметрами приведено в таблице (см. табл. 1).
Таблица 1

Таким образом, при определенных условиях металл заготовки может даже несколько выпучиваться.
Не менее важным является и определение минимального радиуса гибки, который также зависит от исходной толщины металла, расположения волокон проката и пластичности материала (см. табл. 2). В том случае, когда радиус гиба слишком мал, то наружные волокна стали могут разрываться, что нарушает целостность готового изделия. Поэтому минимальные радиусы принято отсчитывать по наибольшим деформациям крайних частей заготовки, с учетом относительного сужения ψ деформируемого материала (устанавливается по таблицам). При этом учитывают также и величину деформации заготовки. Например, при малых деформациях используют зависимость
![]()
а при больших деформациях — более точное уравнение вида
![]()
Таблица 2
Эффект вероятного пружинения можно учесть при помощи данных по фактическим углам пружинения β, которые приведены в таблице 3. Данные в таблице соответствуют условиям одноугловой гибки.
Таблица 3

Определение усилия гибки
Силовые параметры гибки зависят от пластичности металла и интенсивности его упрочнения в ходе деформировании. При этом значение имеет направление прокатки исходной заготовки. Дело в том, что после прокатки металл приобретает свойство анизотропии, когда в направлении оси прокатки остаточные напряжения меньше, чем в противоположном. Соответственно, если согнуть металл вдоль волокон, то при одной и той же степени деформации вероятность разрушения заготовки существенно уменьшается. Поэтому ребро гиба располагают таким образом, чтобы угол между направлением прокатки и расположением заготовок в листе, полосе или ленте был минимальным.
Для расчета силовых параметров уточняют, как будет выполняться деформирование. Оно возможно изгибающим моментом, когда заготовка укладывается по фиксаторам/упорам, и далее деформируется свободно, либо усилием, когда в завершающий момент процесса полуфабрикат опирается на рабочую поверхность матрицы. Свободная гибка проще и менее энергоемка, зато гибка с калибровкой дает возможность получать более точные детали.
Если упрочнение металла невелико (например, гнется изделие из алюминия, либо малоуглеродистой стали), то момент можно вычислить по зависимости:
![]()
где σт — предел текучести материала заготовки перед штамповкой.
Больший угол гиба (свыше 450) должен учитывать интенсивность упрочнения заготовки, которая зависит от размеров ее поперечного сечения:
где b — ширина заготовки.
Для расчета значений технологического усилия Р используют следующие зависимости. При одноугловой свободной гибке
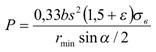 , где
, где
 наибольшая деформация сечения заготовки;
наибольшая деформация сечения заготовки;
α — угол гибки;
σв — значение предела материала на прочность.
Когда гибка — несвободная (с калибровкой в конце рабочего хода ползуна), то для расчета усилия используют зависимость
![]()
где Fпр — площадь проекции заготовки, подвергаемой изгибу;
pпр — удельное усилие гибки с калибровкой, которое зависит от материала изделия:
- Для алюминия — 30…60 МПа;
- Для малоуглеродистых сталей — 75…110 МПа;
- Для среднеуглеродистых сталей — 120…150 МПА;
- Для латуней — 70…100 МПа.
Для выбора типоразмера оборудования, рассчитанные усилия увеличивают на 25…30%, и сравнивают полученный результат с номинальными (паспортными) значениями.

 (3 оценок, среднее: 4,33 из 5)
(3 оценок, среднее: 4,33 из 5)




