Почему залипает электрод и как этого избежать

Залипание электрода на поверхности металла — довольно частое и неудобное явление. Чаще всего такая проблема возникает у начинающего сварщика. Если электрод прилип, его довольно трудно оторвать, вследствие замыкания обсыпается обмазка, а для бытовой сети это чревато перегрузкой.
В этом материале мы рассмотрим следующие вопросы: почему прилипает электрод при сварке, основные причины возникновения такого отрицательного процесса и способы устранения.
Оглавление
Причины залипания электрода
Чаще всего такое явление возникает при пользовании трансформаторными сварочными аппаратами, которые имеют менее точную настройку режимов.
В современных инверторах часто есть дополнительная функция антиприлипания. Принцип ее действия построен на импульсном увеличении силы тока во время тычка электродом в металл. Как следствие, дуга не гаснет, а замыкание не происходит.
Однако бывает, что залипает электрод при сварке инверторами с функцией антиприлипания. Это не обязательно брак от производителя аппарата, причины более простые.
Сырые электроды
Сам электрод состоит из металлического стержня и обмазки. Покрытие, в свою очередь, изготавливается из мелкого порошка. Эта обмазка подвержена воздействию атмосферной влаги. Даже если помещение имеет умеренную влажность, то со временем электроды все равно отсыревают.
Производители обычно дополнительно закрывают упаковку с расходниками в полиэтилен. В такой таре они прекрасно могут храниться продолжительное время. Но нарушение целостности упаковки приведет к постепенному накоплению влаги в обмазке.
Отсыревшие электроды будут постоянно залипать во время поджога дуги.
Низкое качество электродов
Часто прилипает электрод при неправильном подборе его типа к определенному металлу.

Для сварки черновой стали, нержавейки или алюминия нужно использовать виды расходников, предназначенные для работы с данным материалом.
Также залипание часто возникает, если использовать электроды неизвестного происхождения и сомнительных производителей. Есть масса дешевых расходников, которые изготавливаются с несоответствующих материалов. А состав их стержней и обмазки может производиться с несоблюдением требований.
Неправильные настройки аппарата
Это также довольно частая причина прилипания во время поджигания дуги. В начале сварочного процесса нужно точно оценить толщину металла, который будет вариться, выбрать соответствующий диаметр расходника и выставить определенную мощность.
Низкая сила тока не способствует поджиганию дуги, а лишь слегка расплавляет кончик стержня, который и прилипает к поверхности.
Неочищенный металл и неправильный поджог дуги
Загрязненная поверхность деталей не способствует должному контакту с ним держателя массы, да и самого электрода.
 При попытке поджечь дугу она может гаснуть, а обмазка начнет отпадать. Дальнейшие действия приведут к залипанию кончика стержня.
При попытке поджечь дугу она может гаснуть, а обмазка начнет отпадать. Дальнейшие действия приведут к залипанию кончика стержня.
Часто, при отсутствии опыта, залипание возникает вследствие неправильного поджога дуги. Постукивая кончиком стержня по заготовке, электрод задерживается на поверхности слишком долго. Возникает замыкание, металл в этой точке быстро разогревается и припаивает стержень к поверхности.
Для начинающих сварщиков лучше всего учится поджигать дугу не постукиванием, а чирканьем стержня расходника по поверхности.
Это главные причины возникновения залипания во время сварочных работ. Как их можно избежать?
Как устранить залипание электрода
Устранение явления прилипания довольно простое. Для этого нужно использовать качественные расходные материалы, выставить нужный режим и подготовить детали перед сваркой. И, конечно же, потребуется немного опыта в поджигании дуги.
Подготовка электродов
Если в сварочных работах используются расходники, которые находились в герметичной упаковке, то их можно смело использовать. Липнуть они не будут, если соблюдены все другие правила.
С нарушением герметичности, по истечении 8-10 часов, потребуется дополнительная просушка обмазки.
Процент допустимой влажности в обмазке указан на упаковке. Конечно, в бытовых условиях не получиться его измерить. Но, перед началом сварочных работ, пролежавшие некоторое время расходные материалы нужно прокалить в печи.

Для прокалки расходников используют специальные электропечи, которые позволяют прогреть стержни в температурном диапазоне от 100 до 400 градусов.
До какого предела нужно нагревать зависит от типа. Разные по маркировке электроды имеют различные пределы нагрева.
Учитывая этот фактор, нельзя использовать для прокалки обычную пламенную печь. Огонь не обеспечит нужную температуру и равномерность прогревания.
При этом допускается не более трех нагревов. Если больше, то такие расходники становятся непригодными для работы.
Перед прокалыванием электроды должны быть сухими!
После просушки их можно использовать по назначению.
Настройки оборудования
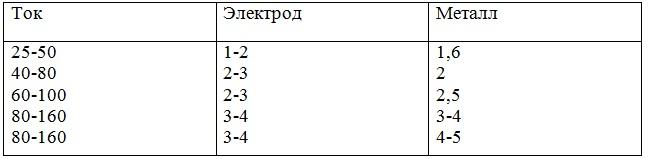
Правильно выставленная сила тока способствует не только отсутствию прилипания, но и качественному сварочному процессу.
Основные параметры, которые нужно соблюдать, указаны в таблице. Но это только приблизительные данные, более точные выставляют в процессе сварки.
Подготовка и поджог дуги Более опытные сварщики уже знают возможности своего аппарата и выставляют настройки в соответствии с требованиями. Если у Вас опыта мало, отрегулировать режим можно опытным путем. Начиная с низкой мощности и увеличивая силу тока по мере необходимости.
Металл нужно очистить от различных видов загрязнения. В месте, где будет установлен держатель массы, нужно сделать тщательную зачистку (особенно стоит удалить краску и слой ржавчины).
Чтобы избежать залипания, нужно правильно поджечь дугу. Для этого кончиком стержня постукивают по металлу или же чиркают. Когда дуга разгорается, необходимо обеспечить нужную ее длину. Обычно этот показатель составляет 1-1,5 диаметра расходника. Если этот процесс делать медленно, то электрод залипнет.
Начинающему сварщику лучше тренировать этот навык чирканьем. Технологически такой процесс похож на зажигание спички, конец стержня плавным движением проводят по поверхности детали.
После этого нужно вести шов в требуемом направлении.
С соблюдением всех этих правил Вы сможете обойти такое явление, как прилипание электрода к металлу.
Если у Вас есть опыт по данной тематике, поделитесь им в обсуждениях к этому материалу


 (14 оценок, среднее: 3,43 из 5)
(14 оценок, среднее: 3,43 из 5)




