Технология развальцовки медных трубок

Соединение фрагментов и частей медных трубопроводов требует знания определенных нюансов технологии, которые касаются как самой пайки или резьбового крепления фитингами, так и подготовительных работ. Одним из самых сложных и ответственных действий является развальцовка медных трубок. Суть процесса состоит в том, что внутренний диаметр одной из контактных трубок необходимо увеличить, «подогнать» под внешний диаметр другой.
При креплении резьбовыми фитингами создается увеличенная площадь прижима и конусная фаска плотно заходит на торец соседнего участка трубопровода и соединение получается герметичным за счет механического сжатия. В случае применения пайки, пространство между конической внешней частью контакта и внутренней цилиндрической заполняется припоем.
Как происходит пайка медной трубы при помощи стандартных фитингов, показано на видео, с развальцованной трубой технология та же и соединение получается не менее прочным и герметичным. При правильно выполненной развальцовке конец трубки должен выглядеть примерно так:
Оглавление
Технология развальцовки
Чтобы подготовить трубу для соединения пайкой или резьбой, необходим специальный инструмент для развальцовки медных трубок. Его называют по-разному — вальцовщик, развальцовщик, вальцовка. Но суть от этого не меняется — подвергаясь механическому усилию, трубка деформируется по шаблону и, сохраняя толщину стенки и круглое сечение, образует конус. Наклон внутренних стенок конуса составляет до 740. Для соединений с применением накидной гайки обработка трубы должна производиться согласно ГОСТ 13954-74 или максимально приближено к его требованиям. Если использовать вальцовочные инструменты промышленного изготовления и придерживаться всех требований технологии, то должен получиться результат, соответствующий схеме:
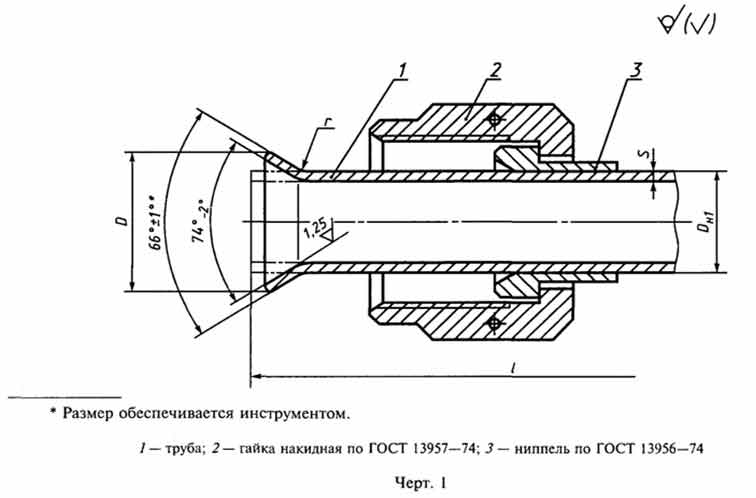
Соотношение диаметров тела трубы и максимально допустимого внешнего диаметра конуса D и D приведены в таблице (для стандартных размеров медной трубы).

Вальцовка для медных труб производится с насадками различных размеров, которые соответствуют требованиям стандартов как для пайки, так и для накидных гаек. При покупке импортных инструментов, особенно азиатского происхождения, необходимо обязательно проверить соответствие матриц и конусов, чтобы их размеры не отклонялись от принятых у нас.
Виды развальцовщиков
Конусный развальцовщик — труборасширитель, действующий прямым давлением конусной втулки на трубу. Он очень удобный в применении и им достаточно удобно пользоваться непосредственно на объекте. В чемоданчике монтера или сантехника он не займет много места. Вес инструмента не более 0,5-0,6 кг. На рисунке показана принципиальная схема развальцовщика, по которой можно понять, как в нужном направлении деформировать медную трубку небольшого диаметра.
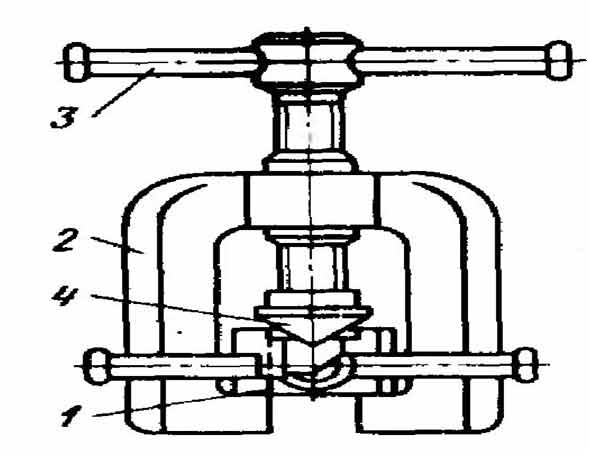
Схема стандартного инструмента для развальцовки медных труб.
1 — колодка для зажима трубы;
2 — скоба с направляющей;
3 — винтовой прижим;
4 — конусный пуансон (сменный).
Такое приспособление для развальцовки стандартных медных водопроводных трубок может работать с диаметрами до 10 мм. Инструмент применяется при сборке систем кондиционирования, отопления, отвода конденсата и подачи воды.
При больших диаметрах потребуется определенное усилие, возрастающее практически в геометрической прогрессии, что может привести к повреждению стенки трубки, особенно при ее неравномерной толщине. Особенность медной водопроводной трубы — некоторые неточности в диаметре и толщине стенки по контуру.
При сильном давлении могут возникнуть непредвиденные сложности в виде трещин, заусениц и бугорков на вальцованной поверхности, что является явным браком и такие трубы использовать нельзя — возможна потеря герметизации сразу же после запуска жидкости в систему или спустя некоторое время после начала эксплуатации. Требования к состоянию развальцованной поверхности регулируются ГОСТ 28941.12-91 или ТУ, созданными на его базе.
Дефекты вальцованных поверхностей:
- А — сколы;
- Б — трещины;
- В — неровные кромки.
Эксцентрический развальцовщик
Развальцовка стандартных медных трубок более качественная и отличается отсутствием дефектов, если применить эксцентрический развальцовщик, центр конуса которого несколько смещен относительно продольной оси трубы. Он как бы накатывается на стенку трубки, постепенно смещаясь вниз и прижимая ее к стенке шаблона, который входит в комплект инструмента и выполняет одновременно роль и калибровщика, и зажима для трубы.
Как работает конусный развальцовщик заводского изготовления демонстрирует ролик.Схема устройства эксцентрикового инструмента приведена ниже:

Как выбрать инструмент для развальцовки
При покупке развальцовщика необходимо учесть ряд обстоятельств, которые могут повлиять на результат работы и возможность применения инструмента в конкретных обстоятельствах. Основными параметрами являются:
- материал трубы;
- диаметр отверстий плашки;
- высоту выступа трубы над срезом зажима;
- расстояние между центрами соседних отверстий в основании;
- наружный диаметр труб, с которыми придется работать;
- толщину стенок трубок;
- глубину развальцовки;
- вид трубы (сварная, бесшовная и т.д.)
Для профессионального использования лучше всего купить и профессиональный инструмент.
Он, как правило, изготавливается по определенному стандарту и соответствует всем требованиям ГОСТ. В наборе непременно есть плашка с отверстиями наиболее востребованных размеров, конус отлично отрегулирован и выполнен из лучших сортов стали.
Для бытового применения к выбору инструмента нужно подойти тоже со всей серьезностью — дешевым инструментом сделать качественную подготовку трубы к соединению практически невозможно. Но таких высоких требований, как к профессиональному инструменту, нет. Достаточно плашки на 2–3 диаметра и конуса из простой полированной стали. Он стоит намного дешевле и для периодического применения вполне подходит.
Как происходит развальцовка медных трубок своими руками демонтирует видео. Из дополнительных инструментов понадобится труборез и выравниватель кромок (райбер). Выровнять трубу по диаметру для достижения контуром идеального круга необходимо — при отрезании медная труба, в силу мягкости и пластичности, часто деформируется и это отрицательно сказывается на качестве вальцовки.
Устанавливать трубку в зажим необходимо с таким расчетом, чтобы верхняя кромка выступала на 2–4 мм над срезом шаблона. Только при такой установке можно достичь максимального качества внутренней поверхности конуса.
Статья носит ознакомительный характер и представляет общие сведения по процессу вальцовки медных труб. Если у вас есть свой опыт работы в данном направлении или даже собственноручно сделанные инструменты — поделитесь с читателями нашего сайта. Наша цель — максимально объективно и всесторонне осветить все аспекты металлообработки. Ждем ваших вопросов и дополнений.






