Как собрать фальцегибочный станок
При устройстве фальцевой кровли важно понимать технологию укладки кровельного материала и механизм его предварительной обработки. Если покупка специализированного оборудования кажется вам нерациональной, стоит попробовать собрать фальцегибочный станок своими руками — это не так сложно, как кажется.
Оглавление
Зачем гнут фальцы
Фальц или фальцевое соединение — это способ скрепления листового металла при устройстве металлической кровли. В зависимости от способа обработки кромки металлического листа, а также расположения монтажного шва относительного плоскости ската, различают: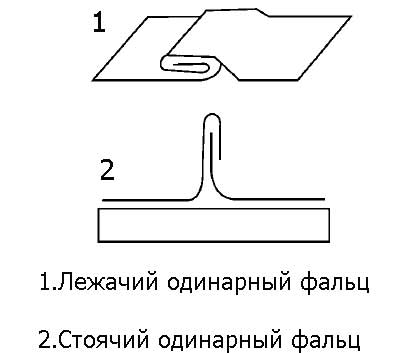
- обычный лежачий фальц;
- стоячий фальц;
- наклонный фальц, или угловой.
Обычно при укладке полос металла параллельно коньку (горизонтально) используют лежачий замок, а при монтаже продольных полос — стоячие или наклонные замки. Каждый из подвидов определяется соответствующей схемой обработки кромки, но, кроме этого, фальцевое соединение характеризуют и другие параметры. Например, степень уплотнения — одинарные и двойные фальцы. Кроме перечисленных подвидов, существуют еще г-образный фальцевый замок, а также стоячий — двусторонний или реечный.
Необходимость использования фальцевых соединений объясняется термической подвижностью металла — расширение и сжатие при соответствующем изменении температуры. Для дополнительной подвижности, соединенные между собой листы металла крепят к стропилам с помощью подвижных кляммеров.
Разновидности гибочных станков
Хотя в классификации гибочного оборудования все довольно просто и однозначно, не каждый станок подойдет для создания фальцевого соединения. Известная инструментальная база делится на три большие категории:
- станки для прокатных стержней: арматура, проволока;
- трубогибочные станки для обработки контуров полых сварных и прокатных профилей;
- станки, предназначенные для работы с листовым и рулонным материалом.
Эти три группы, в свою очередь, можно разделить на ручные и автоматические устройства на гидравлической или механической тяге. Кроме того, различают сегментные и прокатные механизмы — первые предназначены для изгибания крупных деталей (рулонной или листовой стали, арматуры), а вторые — для обработки штучных изделий простой конфигурации.
Для создания фальцевой кромки используют станки третьей группы — это ручные или механизированные устройства, рассчитанные на работу с кромкой прокатного металла различной толщины. Преимущества фальцегибочных машин сложно переоценить: созданный механизированным способом шов значительно надежнее шва, созданного вручную. Кроме того, продолжительность работ ощутимо сокращается, как и затраченные усилия. Для сборки качественного станка придется потратить некоторое количество времени, которое все же окупится высокой производительностью.
Предварительные расчеты
Конечно же, речь идет о самостоятельной сборке более простого и менее дорогостоящего агрегата, чем прокатный станок с ЧПУ. В кустарных условиях, для индивидуального жилищного строительства отлично подойдет небольшой ручной гибочный механизм. Перед началом сборки следует определиться с рядом параметров:

- геометрические размеры рабочей поверхности в целом и отдельных ее частей — это ограничит максимальный захват длины листа и глубины кромки;
- расходные материалы, из которых будет изготовлен станок — станина, гибочная балка, опрессовочная рама;
- толщина обрабатываемого листового материала.
Ручной станок состоит из подвижной рамы (траверсы) с уголком и статичной опоры, на которой расположен гибочный рычаг. Станина сконструирована таким образом, чтобы при плотном прижиме листа к ней кромка, зажатая в фиксаторе, принимала необходимую форму изгиба. Для ручной обработки максимальная толщина металлического листа обычно не превышает 0,8 мм. Прикладываемое с помощью станка усилие не позволяет создавать ровные фальцы при использовании более толстых листов.
Простейший ручной листогиб собирается на монолитной базе — это может быть стол, металлические подмости или любое другое основание. Для мобильности оборудования актуально собирать передвижную базу — это может быть любое устойчивое основание из профильной трубы или деревянного бруса.
Инструменты и материалы
Когда с длиной станка и способом установки определились, можно переходить от теории к практике. Чтобы собрать простой фальцегибочный станок своими руками, нужно подготовить материальную базу, а также собрать минимальный набор инструментов для монтажа узлов и метрологических поверок:
- сварной профиль или любой другой материал для сборки станины и прижимного рычага;
- металлический уголок — чем толще сечение, тем надежнее;
- ось траверсы — два коротких металлических стержня или шарниры;
- детали для монтажа болтовых соединений;
- инструменты: дрель, болгарка;
- измерительные инструменты: уголок, уровень, рулетка.
Этот список можно продолжать бесконечно, но без указанных инструментов никак не обойтись. Итак, остается ответить на последний вопрос: с чего начать собирать свой фальцегибочный станок?
Принципы сборки станка
Первое и самое важное — собрать надежную опору с идеальным горизонтом. Относительно нее и непосредственно к ней крепится неподвижная часть станка — это опорная балка, металлический уголок на болтовом соединении. Между балкой и столом прокладывают полосу металла — так образуется паз для защемления кромки. Важно прочно прикрепить балку к опоре, чтобы во время изгибания она не вращалась вместе с траверсой от приложенного усилия.
Траверса представляет собой рычаг с минимальным плечом 1:10 — такой же уголок, как и балка, но закрепленный на подвижной оси. Следующий важный шаг — центрирование оси вращения траверсы. Этот фактор влияет на качество получаемого фальца.
Как выглядит готовый фальцегибочный станок ручной и некоторые особенности конструкции можно увидеть в данном ролике:
Обсудить различные принципиальные схемы сборки станков и поделиться собственным опытом можно в комментариях.






