Все о конденсаторной сварке

Существует множество технологий сварки различных материалов и среди них — конденсаторная сварка. Технология известна с 30-х годов прошлого века и представляет разновидность контактной сварки. Соединение металлов происходит во время расплавления в местах короткого замыкания электрического тока за счет приложенной энергии разряда заряженных конденсаторов большой емкости. Процесс занимает 1-3 миллисекунды.
Основа аппарата — конденсатор или блок конденсаторов, которые заряжаются источником питания постоянного напряжения. Электроды конденсаторов после достижения необходимого уровня энергии в процессе заряда подключаются к точкам сварки. Ток, текущий во время разряда между свариваемыми деталями, вызывает нагревание поверхностей до такой степени, что металл расплавляется и образовывается качественный точечный сварочный шов.
Оглавление
Особенности сварки
Несмотря на ряд преимуществ, конденсаторная сварка имеет ряд ограничений, не позволяющих использовать ее повсеместно. Среди них:
| Плюсы | Минусы |
|---|---|
| высокая скорость процесса на автоматизированных производствах, до 600 точек в минуту | кратковременная мощность процесса сварки |
| точность соединения деталей и повторяемость процессов на линии | ограничения по размерам сечения свариваемых деталей |
| не пропускает инфракрасное и ультрафиолетовое излучение | импульсная нагрузка создает помехи в сети и высокие кратковременные нагрузки |
| долговечность оборудования | |
| сварка разных металлов | |
| низкое тепловыделение, отсутствует необходимость применения охлаждающей жидкости | |
| отсутствие таких расходных материалов, как электроды или сварочная проволока |
Несмотря на некоторые недостатки, метод соединения металлов получил широкое применение в промышленности и в быту.
Типы сварочных конденсаторных аппаратов
Существует две разновидности аппаратов конденсаторной сварки — с разрядом накопителей энергии непосредственно на свариваемых поверхностях и с разрядом от вторичной обмотки трансформатора. Первый, бестрансформаторный способ, чаще используется в ударно-конденсаторной сварке. Второй способ, трансформаторный, применяется для создания качественного шва.

Ударно-конденсаторная аппаратура сваривает детали во время удара одного из электродов по детали. Во время удара детали поверхности плотно прижимаются друг к другу. Происходит разряд конденсатора, образующий микродугу, которая нагревает поверхности до температуры плавления металлов. Детали прочно соединяются.
В трансформаторном способе сварки конденсатор после заряда подключается к первичной обмотке понижающего трансформатора. На вторичной обмотке появляется потенциал, в несколько раз меньшей амплитуды входящего импульса. Во время разряда происходит сваривания деталей, конденсатор вновь заряжается и снова отдает энергию первичной обмотке трансформатора. Это позволяет производить длительные серии с частотой до 5 разрядов в секунду, которые создают прочные и точные сварочные швы.
Специфика применения
Конденсаторная сварка — экономичный процесс, поэтому ее удобно использовать в домашних условиях с однофазной сетью небольшой мощности. Промышленность выпускает бытовые сварочники мощностью 100-400 ватт, которые предназначены для домашнего использования или в небольших частных мастерских.
Особую популярность конденсаторная сварка получила в цехах ремонта кузовов автомобилей. В отличие от дуговой сварки, конденсаторная не прожигает и не деформирует тонкие стенки листов кузовных деталей. Отпадает необходимость в дополнительной рихтовке.
Также конденсаторная сварка используется в радиоэлектронике для сваривания изделий, которые не паяются при помощи обычных флюсов или выходят из строя от перегрева.
Аппараты конденсаторной сварки используют ювелиры для изготовления или ремонта ювелирных изделий.
В промышленности точечное соединение используется для:
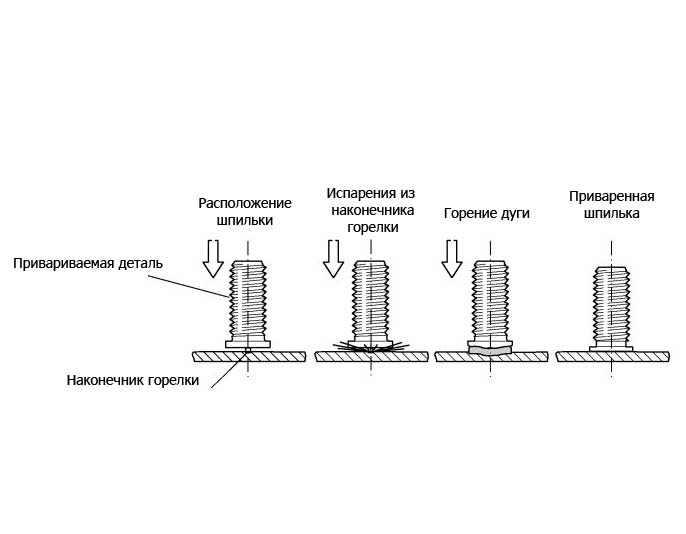
- приваривания болтов, крючков, гаек, шпилек и других метизов к поверхностям;
- соединения между собой разных металлов, в том числе цветных;
- сварки деталей часов, фото и кинотехники;
- изготовления оптических и световых приборов;
- сборки электронной аппаратуры
- и др.
Конденсаторную сварку используют для соединения микроскопических деталей, которые невозможно сваривать дуговым методом.
Конденсаторный аппарат своими руками
Сварочный аппарат конденсаторного типа можно изготовить самостоятельно и использовать его в домашних целях. Для этого понадобятся
- трансформатор на 220 вольт мощностью 5-20 Вт с выходным напряжением 5В;
- четыре выпрямительных диода с прямым током не менее 300мА (например, Д226б);
- тиристор ПТЛ-50, современная замена Т142-80-16, КУ 202 или подобные;
- электролитический конденсатор 1000,0 х25 В;
- переменный резистор 100 Ом;
- трансформатор мощностью не менее 1000 Вт (подходит от микроволновок);
- электроды или сварочный пистолет (разные конструкции описаны на страницах интернет многократно);
- медный провод сечением не менее 35 мм.кв. — 1 метр.
- переключатели, предохранители, корпус на усмотрение.
Если монтаж выполнен по схеме без ошибок и детали исправны, то проблем с работоспособностью устройства не возникнет.

Есть единственная проблема — выходной трансформатор. Если вы действительно решили воспользоваться трансформатором от микроволновки, а его можно купить дешево на рынках пользованных деталей, то приготовьтесь, что его необходимо переделать.
Необходимо удалить магнитные шунты и вторичную обмотку и намотать на освободившееся место 2-5 витков вторичной обмотки толстым медным проводом. В процессе настройки количество витков, возможно, придется изменить. Оптимальным считается, что выходное напряжение должно колебаться в пределах 2-7 вольт, но эта величина также зависит от длительности сварочного импульса, толщины свариваемых материалов. Не нужно бояться экспериментировать, выбирая разные режимы переменным резистором и изменяя количество витков. Но не пытайтесь добиться от аппарата того, что может делать обычный дуговой процесс. Варить водопроводные трубы и арматуру не получится, этот прибор для других целей.
Аппараты для бестрансформаторного типа ненамного сложнее, но они более громоздки. Потребуется набор конденсаторов общей емкостью около 100 000 микрофарад. Это приличная по весу и размеру батарея. Ее можно заменить компактным ионистором, но прибор не из дешевых. Кроме того, электролитические конденсаторы не долговечны. Поэтому портативные и бытовые конденсаторные аппараты точечной сварки обычно изготавливаются по трансформаторной схеме.
Современные аппараты изготавливаются несколько по другим технологиям. Частота и мощность разряда регулируется PIC-контроллерами, существует возможность автоматизации процессов, управления через интерфейс компьютера или монитора. Но физические процессы сварки не изменились. Собрав однажды простейший агрегат, вы сможете впоследствии добавить в него элементы компьютерного управления, автоматизации производства и контроля.
Если эта тема вам близка и вы готовы дополнить ее или оспорить, поделится своим мнением, рассказывайте, выкладывайте описания ваших решений в блоке комментариев.







