2 способа сборки самодельной контактной сварки

Контактная точечная сварка имеет множество технологических преимуществ, позволяющих выполнить прочное соединение. Для ее использования не требуется специального обучения и навыков. Данный способ отличается неоспоримым достоинством: агрегат для контактной сварки своими руками можно соорудить из деталей печи СВЧ либо инвертора с применением подручных средств.
Оглавление
Узлы и детали контактной сварки
Оборудование для контактной точечной сварки, изготовленное по приведенной ниже схеме, применяется для работы:
- с проволокой либо прутьями сечением до 4 мм;
- с плоскими изделиями до 1 мм.

Технические характеристики прибора:
- сеть питания переменного тока: 220 В, 50 Гц;
- напряжение без нагрузки – от 4 до 7 В;
- наибольший пульсирующий ток контактной сварки – до 1500 А.
Устройство составляют регулировочная цепь, силовой узел и автовыключатель АВ-1, использующийся для отключения прибора при чрезмерных нагрузках. Силовой блок состоит из трансформатора Т2 и электропускателя на тиристорах типа МТТ4К, выполняющего подсоединение к цепи первичной обмотки.
На первичной обмотке Т2 присутствует 6 выходов, посредством переключения которых выполняется последовательная настройка сварочного тока обвивки вторичной. Стабильно соединенным с общей цепью остается лишь один вывод, остальные являются регулировочными и запитываются по одному.
Модуль МТТ4К, выпускающийся серийно, является тиристорным ключом, коммутирующим нагрузку через выходы № 1 и 3 при закорачивании контактов № 4 и 5. Пускатель предназначен для нагрузок напряжением менее 0,8 кВ и силой тока менее 0,08 кА.
В состав управляющего узла включены:
- блок питания;
- узел управления;
- реле К1.
В качестве блока питания возможно применение трансформаторных устройств на 220 В мощностью до 20 Вт, имеющих на вторичной обвивке напряжение 20–25 В. Для выпрямления тока предполагается применение выпрямителя КЦ402 либо его аналога.
Реле К1 предназначено для закорачивания элементов № 4 и 5 при поступлении напряжения от управляющей цепи к обвивке. Для К1 используется любое реле с напряжением, равным 15–20 В.
Инструкция по созданию контактной сварки из СВЧ-печи
Важнейший параметр контактной сварки из микроволновки – длительность влияния на подлежащие обработке заготовки.
Цепь управления точечной контактной сварки
Настройка длительности и регулирование параметров контактной сварки выполняется посредством:
- емкостных устройств электролитических с напряжением заряда от 50 В;
- коммутаторов П2К с отдельной фиксацией;
- резисторов R1 и R2;
- кнопки КН1 с двумя контактами: нормально-замкнутым и нормально-разомкнутым.
При подключении АВ1 производится зарядка емкостных элементов, подключающихся к питающему блоку и управляющей цепи через П2К. Срок их службы повышается благодаря лимитации тока зарядки посредством R1. Зарядка осуществляется через нормально-замкнутый контактный блок КН1.
Этот узел при нажиме КН1 разъединяется, выполняется отключение цепи, емкости по нормально-замкнутой цепь подсоединяются к К1, который срабатывает от тока разрядки конденсаторов.

Блок разъединенных нормально-замкнутых элементов КН1 не позволяет К1 запитаться от блока напрямую. Чем выше общий емкостный объем, тем больше времени требуется для их разряжения, К1 продолжительнее соединяет контакты № 4 и 5 элемента МТТ4К, и, следовательно, длительность импульса сварки увеличивается. При полной разрядке емкостей происходит отключение реле и прекращение функционирования оборудования. Для подготовки прибора к последующим импульсам следует отжать КН1.
Разрядка конденсаторов производится переменным резистором R2, служащим для регулировки импульса.
Особенности модернизации трансформатора
В каждой микроволновой печи присутствует магнетрон. Имеющийся в СВЧ-печке трансформатор имеет меньше витков на первичной обвивке и больше – на вторичной, на которой величина напряжения может доходить до 2 кВ. Удвоитель, если он конструктивно предусмотрен, увеличивает напряжение в 2 раза. Такое свойство особенно важно для сооружения аппарата контактной сварки.
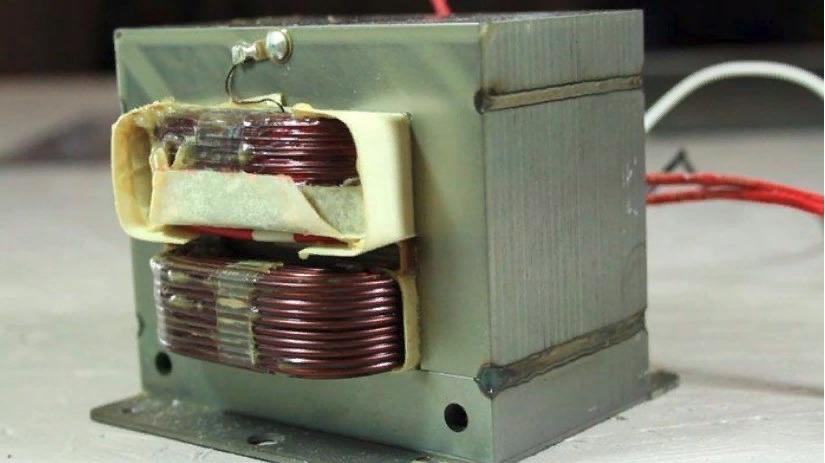
При изъятии трансформаторного устройства нельзя допустить его повреждения. После снятия корпуса микроволновки элемент демонтируется с места закрепления. Для контактной точечной сварки требуются лишь магнитопровод и первичная обмотка трансформатора, подключающаяся к сети. Она обладает малым числом витков и утолщенным проводом.
Вторичная обвивка не потребуется, ее следует аккуратно удалить ударами молотка по зубилу, стараясь не причинить вреда первичной обвивке. Если в микроволновке имеются шунтирующие устройства, их также следует демонтировать. Магнитопровод может не приклеиваться, а устанавливаться на сварке, тогда лучше применить ножовку либо стамеску.

Затем необходимо изготовить новую вторичную обвивку. Для нее потребуется провод сечением от 1 см². Можно взять несколько проводков, но требуемая площадь должна быть сохранена.
При необходимости изготовления оборудования для контактной сварки большей мощности единственного трансформирующего элемента будет недостаточно. Тогда следует совместить два прибора, для чего понадобятся две микроволновки. Провод при этом нужно наматывать поочередно через обе катушки, число витков одинаковое во избежание получения противофазы.
Чем выше мощность трансформатора, тем значительнее может получиться скачок сетевого напряжения при пробном запуске контактной сварки.
Подготовка элементов управления
Основные органы, регулирующие работу устройства для сварки контактным методом, – рычаг управления и выключатель. С их помощью создается необходимое усилие на соединяемых заготовках и клещах.
От нажатия зависит прочность создаваемого соединения, потому рекомендуется установить рычаг максимально возможной длины. Повышения прилагаемого усилия можно добиться применением винтов и рычагов, фиксирующихся на рукоятке.
Также нужно иметь в виду необходимость надежного закрепления контактной сварки, возможно, для таких целей придется приобрести струбцину.
Рубильник ставится в цепь первичной обвивки. Если поставить его во вторую, то не избежать создания повышенного сопротивления, провоцирующего приварку друг к другу электродных стержней, а не соединяемых элементов. Во вторичной обвивке течет ток значительно большей величины, выдержать который сможет не каждый автомат.
Для охлаждения контактной точечной сварки можно установить кулер от ПК. Нельзя пренебрегать необходимостью регулярных пауз в работе для остывания всех частей аппарата.
Процесс сборки контактной точечной сварки из инвертора
Изготовить прибор для контактной сварки можно своими рукам из сварочного аппарата. Полностью весь инвертор не нужен, из него вынимаются только основные элементы: выключатель, трансформатор с блоком питания и система управления.

С трансформатора удаляется вторичная обмотка, вместо нее создается новая из медного провода сечением не менее 200 мм². Она укрывается термобумагой, поверх которой накладывается лак для фиксации и улучшения изоляции.
Обе обмотки следует заземлить, так как контакт с находящимися под напряжением элементами из-за высокой мощности тока может быть смертельно опасным. Необходимо следить за плотностью укладки витков, в противном случае между ними могут образоваться замыкания – провода перегреются и перегорят.
Также при сборке аппарата для контактной точечной сварки необходимо предусмотреть охлаждение трансформатора. Для этого можно использовать обдуваемые вентиляторами радиаторы.
Емкости конденсаторных устройств, имеющихся в некоторых моделях инверторов, для контактной сварки может не хватить, потому при необходимости следует приобрести подходящие по своим характеристикам элементы.
Изготовление электродов для контактной сварки
Для эффективного функционирования контактной точечной сварки требуется использование электродов, параметры которых соответствуют особенностям выполнения конкретных работ. Диаметр электродов не должен быть меньше сечения проводков, использующихся для сопряжения с силовым узлом. Для их изготовления применяются медные прутки либо жало, снятое с паяльника.
При сварке контактным способом электроды постепенно изнашиваются и требуют регулярной подточки. По мере износа их придется заменить.
Электроды выполняют следующие функции:
- прижимают детали;
- проводят сварочный ток;
- отводят излишки тепла.
При сопряжении прибора для сварки с электродами следует минимизировать количество соединений, подбирать провода как можно меньшей длины во избежание потерь мощности.
Электроды для контактной сварки делятся на прямые и изогнутые.
Наконечники бывают:
- плоскими;
- заостренными;
- конусообразным.
Наиболее распространены наконечники в виде конуса, при этом чем меньше соединяемые сваркой элементы, тем острее подбирается кончик.
Для недопущения окислений соединение электродов с проводами осуществляется спайкой.
Получилось ли у вас собрать самостоятельно аппарат для точечной контактной сварки из печки СВЧ или инвертора? С какими трудностями вы столкнулись, какой опыт приобрели? Поделитесь, пожалуйста, своим мнением в комментариях.






