Пошаговое изготовление гнутика для ковки

Холодное пластическое деформирование металлов и сплавов — удобный в домашнем хозяйстве способ получения пространственных конструкций и профилей. Ведь гибка как процесс обработки давлением — операция не энергоемкая, а, следовательно, не требует приводного оборудования. Ручной гибочный станок для гибки полос и прутков (в просторечии называемый гнутик для холодной ковки своими руками) конструктивно прост и вполне может быть изготовлен самостоятельно.
Оглавление
Какую схему деформирования выбрать
Гибка пластичных металлов в холодном состоянии может производиться тремя основными способами (схемы приведены на рис. 1.а, 1.б):
- Свободной, определяемой только ходом инструмента.
- По упорам, причем как в горизонтальном, так и в вертикальном направлении.
- Вращающимися валками.
Последний способ используется лишь при гибке больших листов металла и в повседневной практике используется весьма редко. К тому же, устройство такого станка, даже простого, потребует много свободного места в домашней мастерской.
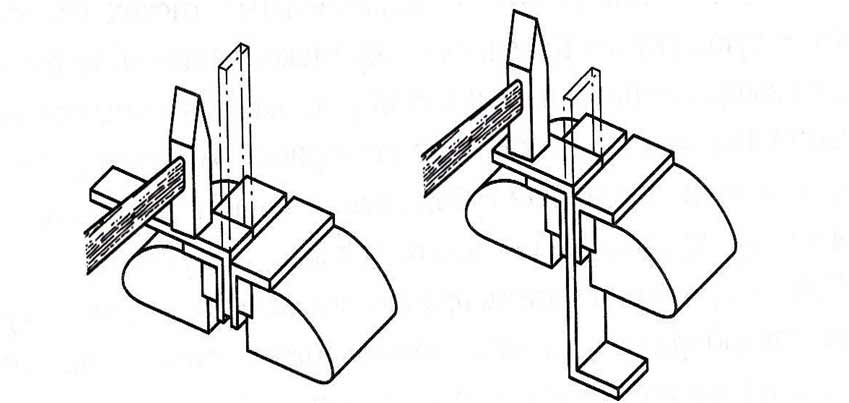
Свободная гибка (см. рис. 1.а) применяется чаще. При наличии кузнечной наковальни или тисков для ее реализации нет необходимости в специальной оснастке: достаточно установить полосу или прут в зазор между губками и последовательными ударами молотка получить необходимый угол гиба. Однако, такая технология гибки применима более для чернового гнутья металла, поскольку даже на стальных заготовках ударное приложение нагрузки оставляет на поверхности заготовки нежелательные следы — вмятины или выбоины. Кроме того, фиксированный радиус перехода от вертикально расположенного паза наковальни или зазора между губками к основной рабочей плоскости инструмента исключает регулировку радиуса гибки, что часто бывает необходимым. Еще одним недостатком свободной гибки является то, что при этом не учитываются упругие свойства металла заготовки. Речь идет об угле пружинения — упругом последействии материала, которое выражается в самопроизвольном уменьшении первоначально заданного угла гибки. При этом радиус пружинения — параметр, который зависит от материала изгибаемой заготовки. Поэтому он должен учитываться еще до начала гнутья. Ручная же доводка конечного угла «на глазок» не способствует качеству готового изделия, и затрудняет последующую сборку конструкции, в схеме которой присутствуют гнутые элементы.
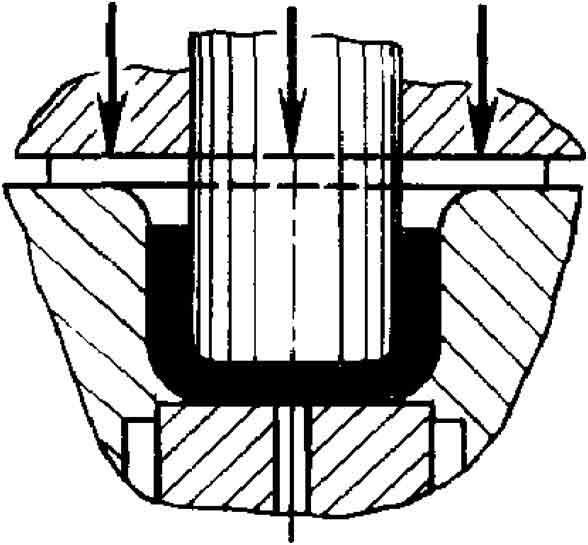
Гибка по упорам — наиболее совершенный с технологической точки зрения способ холодной гибки заготовок сравнительно небольшой ширины. Принцип такой гибки заключается в том, что исходную полосу или прут металла размещают в специальном приспособлении, где имеются фиксаторы параллельности расположения заготовки, а также ограничители хода гибочного инструмента. Поскольку такой инструмент может быть сменным, а его ход — сравнительно просто регулироваться, то такой способ холодной гибки в домашних условиях является наиболее целесообразным. Схема способа представлена на рис. 1.б.
Таким образом, для качественного холодного гнутья заготовок потребуется несложное приспособление, называемое гнутиком для холодной ковки. Оно достаточно компактно и может устанавливаться на любой слесарный верстак.
Схема гнутика и последовательность работы на нем
Конструкцию приспособления рассмотрим на примере, который приведен на рис. 2. Простейший устройство для холодной ковки состоит из
— основания, закрепляемого на столе/верстаке, касательно движущегося поводка, который и производит гибку;
— рычага, перемещающего поводок;
— лимба с указателем углов поворота рычага;
— сменных валиков, имеющих разные углы гиба;
— регулируемых прокладок и зажимных губок, фиксирующих деталь в определенном положении.
Последовательность действия изготовления гнутика для холодной ковки следующая. Приспособление крепится к столу/верстаку, либо устанавливается на него. Для гибки металлов, требующих значительного усилия, приспособление лучше крепить стационарно, для чего в опорном уголке предусматриваются отверстия. В прямоугольную стальную рамку, внутренние поверхности которой должны быть шлифованными, помещается ползунок. На верхней плоскости ползунка устанавливаются следующие детали:
- Сменный пуансон, на рабочей поверхности которого имеются все наиболее часто используемые варианты гиба заготовок: по радиусу, по дуге, с прямым гибом и т.д.
- Рычаг, при помощи которого можно производить возвратно-поступательное перемещение ползунка.
- Ограничители хода ползунка в раме приспособления.
Установив сменный инструмент, болтами прикрепляют раму к опорной поверхности гнутика, после чего на верхней плоскости устанавливают два валика. Лучше, если валики будут иметь возможность для продольного перемещения вдоль рамы: это позволит производить гибку заготовок различной толщины или диаметра. Для этого пазы крепления роликов выполняют овальной формы, рассчитывая на определенный диапазон изменения толщины заготовки. Оси валиков должны допускать свободное вращение: это уменьшит усилие гибки и исключит зажим валиков при изгибании изделий из более прочных металлов.
Для повышения точности гнутья при изготовлении инструмента для ковки на опорном уголке часто устанавливают лимб с делениями, проградуированными в углах гиба (с учетом пружинения металла).
Закрепив заготовку, постепенно перемещают рычаг до сближения с заготовкой, затем корректируют ее расположение между роликами и ползунком и гнут по получения требуемого угла. Для облегчения процесса возврата ползунка в первоначальное положение, его можно снабдить возвратной пружиной. Ее усилие подбирается из учета 20-25 % от усилия гибки. Это усилие можно установить либо по имеющемуся динамометру, либо воспользовавшись приближенной зависимостью:
Р = 0,25bSσв, где:
b — ширина полосы (или диаметр прутка);
S — толщина изгибаемого материала;
σв — предел временного сопротивления материала заготовки (см. таблицу):

Таким образом, функциональность гнутика будет определяться наличием сменных пуансонов, возможностью регулирования положения заготовки перед гибкой, а также размерной шкалой, устанавливающей угол гиба.
Качество гиба на самодельном гнутике
Этот фактор определяется:
- Возможно более точным учетом пружинения. Считается, что высокопластичные металлы и сплавы (к их числу относят алюминий класса АД, медь М0 и М1, а также малоуглеродистые марки стали) обладают коэффициентом пружинения в пределах 4-8%, а стали с более высоким процентным содержанием углерода (свыше 0,20-0,25 %), а также большинство латуней отличаются пружинением до 10-15%;
- Исходной твердостью материала заготовки. Отожженный металл практически не будет распружинивать, в то время как сталь/сплав после закалки или предварительного деформирования (правки, дрессировки, волочения и т.д.) может увеличивать свои упругие показатели на 20-40 %;
- Качеством очистки поверхности заготовки от ржавчины, окалины и прочих поверхностных загрязнений.
Если отпуск заготовки невозможен, то гибку выполняют на больший угол, учитывая тем самым упругие характеристики металла.
Значение имеет также предварительная наладка гнутика, например, отсутствие люфтов во время перемещения рычага, надежность установки и фиксации сменного пуансона, шероховатость материала валиков.
При необходимости получить более точную информацию о конструкции устройства или для того, чтобы изготовить его своими руками, можно воспользоваться чертежом приспособления, предназначенного для гибки прутка (см. рис.3).

Переделка приведенного приспособления для гибки также полос и листовых заготовок несложна: достаточно увеличить высоту валиков 14 и увеличить длину поворотного рычага 2.
Видео конструкции самодельного гнутика можно посмотреть здесь:
Если у читателей имеется собственный опыт в конструировании и применении гнутиков холодной ковки, то им можно поделиться в блоке комментариев.
Изготовление данного приспособления для холодной ковки пластичных металлов и сплавов позволяет увеличить номенклатуру самостоятельно изготавливаемых изделий, повысить их качество и уменьшить трудоемкость работ.







