Обзор промышленных гибочных станков для арматуры

Станок для гибки арматуры — оборудование, широко востребованное в современном строительстве. В зависимости от требуемой производительности такие агрегаты могут иметь электромеханический (реже — гидравлический) привод, управляться вручную, а также работать в автоматизированном цикле. Мощность привода такого оборудования невелика, поскольку процессы изгибания не требуют больших энергозатрат.
Оглавление
Сортамент применяемой арматуры
Данный вид стального проката, в соответствии с требованиями ГОСТ 5781, поставляется в горячекатаном состоянии. При диаметре сечения до 27 мм это могут быть прутки и проволока, свыше 27 мм — только пруток. Значительно реже встречаются арматурные профили квадратного поперечного сечения. Профиль стальной арматуры — специальный, с поверхностными насечками различного вида и интенсивности.
Небогат и выбор марок стали, предназначенной для сгибания арматуры. В зависимости от условий эксплуатации, арматура подразделяется на 4 класса, и каждому соответствуют определенные марки сталей:
- Для арматуры класса А-I (А240) — стали углеродистые обыкновенного качества типа Ст.3 по ГОСТ 380 (ассортимент профилей от 6 до 40 мм);
- Для арматуры класса А-II (А300) — стали углеродистые обыкновенного качества типа Ст.5 по ГОСТ 380 (ассортимент профилей от 6 до 80 мм);
- Для арматуры класса Ас-II (Ас300) — стали низкоуглеродистые качественные строительные типа 10ГТ или 18Г2С по ГОСТ 27772 (ассортимент профилей от 10 до 40 мм);
- Для арматуры класса А-III (А400) — стали среднеуглеродистые качественные строительные типа 32Г2Р, 35ГС по ГОСТ 27772 (ассортимент профилей от 6 до 40 мм).
Выбор класса зависит от эксплуатационных нагрузок, которым подвергается железобетонная конструкция сооружения, поскольку все рабочие напряжения воспринимает на себя только металлическая составляющая. Закладка угловых арматурных элементов требуется практически всегда, поскольку в углах стен, фундаментов и пр. возникающие напряжения особенно велики.
Пластичность всех вышеперечисленных марок сталей горячей прокатки находится в пределах 65…70%, что вполне позволяет использовать для их обработки процессы холодного пластического деформирования. В частности, даже наиболее прочные арматурные стали класса А400, допускают гибку без трещинообразования на углы до 900 (без учета естественного пружинения материала). При этом упрочнение сталей сравнительно невелико.
Кроме прутков, при производстве арматуры требуется обвязочная проволока. Ее диаметр обычно не превышает 3…4 мм. В отличие от прутков, проволока для обвязки всегда имеет строго круглый профиль и изготавливается из мягкой пластичной стали марок Ст.3 или (для более ответственных железобетонных конструкций) из стали 08кп по ГОСТ 1050.
Таким образом, выбор подходящего типа оборудования для гибки определяется физико-механическими характеристиками материала и требуемой производительностью.
Приводные станки, работающие от прутка
Характерные особенности технологии пластической деформации, которая реализуется на подобном оборудовании — последовательное выполнение переходов отрезки и последующей гибки, поскольку штамповка проводится из непрерывного материала. Поэтому количество переходов на таких станках — не менее двух (в некоторых моделях предусматривается также правка-калибровка отрезанных стержневых заготовок). Неавтоматизированная техника (например, станок для гибки арматуры СГА50) чаще применяется для гибки арматуры диаметром свыше 12…16 мм. Для гибки проволочной арматуры используют специализированные автоматы.
Станки для резки и гибки арматуры рассмотрим на примере гибочно-отрезных станков SB6-12 (КНР), выпускаемых по лицензии немецкой фирмы Schelle. Устройство агрегата включает в себя следующие узлы:

- Приемную кассету.
- Механизм подачи заготовок (роликового типа).
- Привод механизма реза.
- Отрезной ползун.
- Регулируемые упоры и фиксаторы.
- Пневмокомпрессор.
- Ползунки гиба.
- Электродвигатель.
- Компьютерный пульт управления со встроенным дисплеем.
- Сбрасыватель.
Работа станка для гибки арматуры происходит следующим образом. Предварительно оператор набирает программу гиба заготовки, после чего компьютером устанавливается требуемая длина реза исходной заготовки, а также ход гибочного ползунка с учетом пружинения материала и геометрической конфигурации готового изделия. С включением механизма подачи происходит одновременная правка прутка. При подаче до упора включается привод механизма реза, мерная заготовка отрезается и продвигается торцевой частью материала на позицию гибки, где фиксируется. Одновременно компрессором создается давление, необходимое для перемещения гибочного ползунка до полного обжатия материалом матрицы, профиль которой соответствует форме конечной детали. При обратном ходе ползунка сбрасыватель выводит изделие из зоны обработки, после чего оператор удаляет готовую деталь в тару.
Модель SB6 выполняет плоскую гибку, в то время как станки SB12 способны выполнять и пространственный изгиб материала. Оборудование может функционировать и в полностью автоматическом режиме, тогда функцией оператора является только заправка следующего прутка в кассету.
По подобной схеме может действовать и ручные арматурогибы с функциями отрезки и правки проката.
Дальнейшим развитием данного вида оборудования считаются полностью автоматизированные станки (например, AlbaDesa итальянского производства). Здесь в качестве сортамента исходного материала используется бухта, а процесс штамповки выполняется непрерывно. Производительность увеличивается, а габаритные размеры оборудования наоборот, снижаются (разматыватель бухты компактнее, чем кассета).
В практике производства гнутых арматурных изделий иногда нецелесообразно приобретать автоматизированное оборудование. Гибочный станок для арматуры весьма компактен, прост и отличается значительно меньшей стоимостью. Ограничением данной технологии является необходимость предварительной резки заготовок «в размер».
Типичным представителем данной техники являются отечественные станки для гибки арматуры СГА-1Э. Он предназначен для выполнения различных операций гибки штучных стержней, включая одно- и двухугловую гибку, загибку крюков, круговую гибку и т.д.
Данные станки для гнутья арматуры включают в себя:
- Сварную станину рамного типа.
- Электродвигатель.
- Инструментальную плиту.
- Привод с понижающим червячным редуктором.
- Управляющие кулачки.
- Гибочный диск, снабженный фиксирующим и рабочим пальцами (аналог пуансона).
- Неподвижный упорный палец (аналог матрицы), закрепленный на инструментальной плите.
- Электронный блок управления, которым цикл деформирования полностью автоматизируется.
 Станок работает так. Кулачками выставляется требуемая конфигурация детали после штамповки. Мерная заготовка размещается и фиксируется в полости матрицы, после чего включается привод, и гибочный диск выполняет деформирование той части заготовки, которая находится между пальцами. При реверсе гибочного диска (выполняется по достижении требуемого угла гиба, за которым следит датчик угла поворота), рабочий палец высвобождает пруток. Диск останавливается, после чего готовая деталь извлекается из зоны обработки.
Станок работает так. Кулачками выставляется требуемая конфигурация детали после штамповки. Мерная заготовка размещается и фиксируется в полости матрицы, после чего включается привод, и гибочный диск выполняет деформирование той части заготовки, которая находится между пальцами. При реверсе гибочного диска (выполняется по достижении требуемого угла гиба, за которым следит датчик угла поворота), рабочий палец высвобождает пруток. Диск останавливается, после чего готовая деталь извлекается из зоны обработки.
У гибочного станка СГА-1 допускается изменять профиль рабочих роликов (например, на квадратный), что делает описанное оборудование достаточно универсальным. Схожий принцип действия имеет и ручной станок для гибки арматуры. Таким образом, все гибочные станки для производства деталей арматуры являются оборудованием ротационного действия.
Оборудование для гибки арматурной проволоки
Арматурная проволока поставляется исключительно в мотках. Ее требуется значительно больше, поскольку форма изгиба и диаметры исходного материала могут изменяться в самых широких пределах. Поэтому для получения таких изделий применяются отечественные многоползунковые универсально-гибочные автоматы серии А72. Такое оборудование является машинами роторного типа вертикального исполнения, и состоит из:
- Приводного электродвигателя.
- Клиноременной передачи.
- Системы включения (муфты+тормоз).
- Главного вала.
- Вращающейся рамки с пуансоном требуемой конфигурации.
- Отрезного ножа.
- Блока матриц с фиксаторами.
- Выбрасывателя.
После заправки бухты в отрезную матрицу до предварительно выставленного упора включается привод автомата. После этого отрезанная заготовка подается в зону вращения роторов, которые производят последовательную гибку полуфабриката до требуемой конфигурации. На последнем переходе штамповки срабатывает выбрасыватель, и готовая деталь удаляется из зоны деформирования, а туда подается очередная заготовка.
Применение таких автоматов оправдано при массовом характере производства, поскольку переналадка ползунков занимает много времени, а для каждого типоразмера детали требуется своя пара «пуансон-матрица».
Технические характеристики рассматриваемого вида оборудования сведены в таблицу. Параметры многоползунковых гибочных автоматов соответствуют требованиям ТУ2-041.
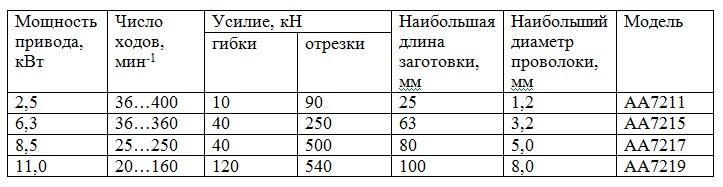
Анализируя данные таблицы, необходимо отметить, что данное оборудование достаточно энергоемко, а потому коэффициент его загрузки в производственных условиях следует предусматривать максимальным.
Подобными характеристиками обладают станки для гибки арматуры Г42. Рынок предлагает также импортные модели, в частности, станки для гибки арматуры GW40, станки Zitrek SB40b (производства Чехия+Китай) и им подобные. Важно, что фирма Zitrek, при продаже своего оборудования, предлагает и приспособления для гибки арматуры, что расширяет технологические возможности техники.






