Обзор параметров станков для заточки пильных дисков

Устройства для распиловки древесины круглыми зубчатыми пилами являются самым распространенным видом механизированного дереворежущего оборудования. Для заточки таких дисковых пил применяют специальные станки с вращающимися абразивными кругами. Это довольно сложное оборудование, т. к. у каждого зуба пилы затачиваются несколько режущих поверхностей, расположенных под разными углами, а за один проход снимается не более десятых долей миллиметра. По нормативам радиальная точность окружности, на которой расположены верхние точки режущих зубьев, также составляет десятые миллиметра, а угловые отклонения поверхностей заточки не должны превышать полтора-два градуса.
Из-за технологической сложности и высоких требований к точности такое оборудование довольно дорого. Самый простой вариант станка для заточки циркулярных пил диаметром 400 мм стоит в несколько раз дороже качественного заточного станка для пильных цепей. Большая часть этих устройств рассчитана на заточку режущего инструмента диаметром 400÷600 мм в ручном режиме. Однако на рынке также представлены станки, на которых можно затачивать дисковые пилы диаметром свыше полутора метров, различные полуавтоматы и автоматизированные заточные комплексы с системами ЧПУ.
Оглавление
- 1 Общее устройство станка
- 2 Виды станков для заточки дисковых пил
- 3 На какие технические характеристики станков обращать внимание
- 4 Недорогие станки от 5 до 30 тыс. рублей
- 5 Станки среднего диапазона от 30 до 150 тыс. рублей
- 6 Профессиональное оборудование от 150 тыс. до 1.5 млн рублей
- 7 Как сделать станок для заточки пил своими руками
Общее устройство станка
Заточка круглых пил производится путем кратковременного касания вращающимся заточным кругом режущей плоскости зуба. Соприкосновение абразива и металла выполняется под строго заданным углом, который должен повторяться с высокой точностью для всех зубьев пилы. На практике в зависимости от конструкции станка горизонтальное и вертикальное угловое позиционирование может выполняться поворотом как суппорта с закрепленной на нем пилой, так и приводного блока с заточным кругом. Рабочая подача также имеет различные варианты: подвижным может быть любой из этих углов или же оба вместе.
На рисунке ниже представлен общий вид станка для заточки дисковых пил «Кратон» SBS-600, компоновку которого можно назвать традиционной. На опорной станине станка расположены стойки. На первой смонтированы поворотная точильная головка и электродвигатель, а на второй — ползун с поворотным суппортом, на котором находится устройство фиксации дисковой пилы. Наклон головки устанавливается по шкале, расположенной на ее корпусе, с помощью регулятора и фиксируется зажимным винтом.
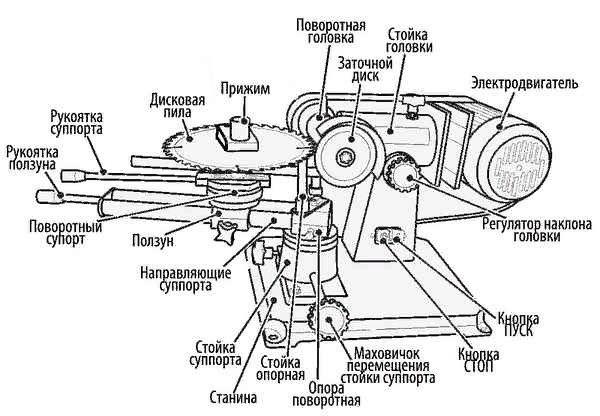
Ползун может перемещаться по двум цилиндрическим направляющим, которые рукояткой поворачиваются в обе стороны относительно нулевой точки шкалы на неподвижной стойке. Закрепленный на ползуне суппорт с зажимным устройством также имеет шкалу, предназначенную для отсчета поворотов вправо и влево. Подача и отвод пилы производятся рукояткой суппорта, а поворот на следующий зуб — вручную, с расфиксацией и повторной фиксацией прижима.
Виды станков для заточки дисковых пил
В качестве основных классифицирующих признаков станков для заточки пильных дисков обычно выделяют:
- предельный диаметр диска пилы;
- ориентацию рабочих органов;
- конструкцию механизмов позиционирования диска пилы и абразивного круга;
- показатели по диапазону и точности заточных углов.
Самыми распространенными являются станки, предназначенные для пил диаметром 400÷600 мм, с горизонтальной ориентацией суппорта и устройства крепления диска пилы. Оборудование, на котором затачивают пилы больших диаметров, имеет вертикальную ориентацию, причем привод со шлифовальным кругом располагается в верхней части, и его движение во время работы происходит сверху вниз.
В заточных станках для дисковых пил используется несколько наиболее распространенных компоновок, в основу которых положена подвижность или статичность рабочих органов и механизмов в процессе выполнения процесса заточки. Базовыми являются три основных типа, хотя встречаются и их разновидности и различные комбинации:
- Привод с абразивным диском неподвижен. Подача выполняется путем перемещения суппорта с пилой.
- Устройство фиксации пилы неподвижно. Рабочим органом является перемещаемая головка с приводом и заточным кругом.
- Подвижны как суппорт с закрепленной на нем пилой, так и узел с абразивным диском.

Во всех трех случаях наклон зуба пилы относительно торца абразива может быть реализован как на подвижном, так и на неподвижном функциональном узле. Точность позиционирования и угла наклона зависит от конкретной модели станка. По нормативу для дисковой пилы Ø400 мм отклонение линейных размеров заточенного зуба должно быть в пределах 0.2÷0.15 мм, а углов его режущих кромок — не более полутора-двух градусов.
На какие технические характеристики станков обращать внимание
Первый параметр, на который необходимо обратить внимание при выборе станка для заточки зубьев пильных дисков, — это предельные размеры диаметра пилы (минимальный и максимальный). Важным показателем, который также относится к геометрии дисковых пил, является величина посадочного отверстия.
Многие (но не все) поставщики оборудования комплектуют свои станки набором переходных втулок трех-четырех размеров. Если в выбранном вами станке их не будет, скорее всего, придется какие-то из них покупать или заказывать в токарной мастерской.
Еще один значимый параметр — это углы заточки, которые зависят от углов поворота абразивного круга и суппорта с зафиксированным на нем диске пилы. Если не предполагаются специальные виды заточки (например, трапециевидных зубьев), то вполне довольно стандартное значение – 30º. Для заточки скошенных зубьев необходимо, чтобы у станка была реализована возможность наклона абразивного круга под углом 15º.
Кромка заточного круга должна иметь линейную скорость резания порядка 10–15 м/с (зависит от типа абразива), поэтому его диаметр определяется производителем в соответствии с частотой вращения привода (или наоборот: электродвигатель подбирается исходя из размеров стандартного круга). Поэтому анализировать этот показатель почти бессмысленно. Здесь важен другой момент: насколько распространены и доступны по цене заточные круги, используемые в выбираемой модели. Ведь абразивные диски — это расходный материал, а стоят они недешево.

Мощность привода не имеет большого значения, т. к. за один проход снимается толщина всего в несколько десятых миллиметра.
Тем не менее, следует отметить, что в паспортах станков значение скорости вращения указывается для холостого хода, а при недостаточной мощности во время соприкосновения абразива с металлом электродвигатель может замедляться.
Особенности конструкции и функционирования станка, а также удобство его эксплуатации лучшего всего анализировать по видеороликам, которые владельцы различных (часто самых популярных) моделей выкладывают на YouTube. А ответы на более узкие вопросы можно получить на профильных форумах.
Недорогие станки от 5 до 30 тыс. рублей
К категории недорогих станков для заточки дисковых пил относятся как легкие малогабаритные устройства с упрощенной конструкцией и небольшой мощностью привода, так и популярные полнофункциональные модели. Все они представляют собой российские бренды, произведенные в Китае, и в целом имеют неплохие отзывы. Станок JMY 8-70 в России также продается под индексами MTY 8-70 и LTT JMY 8-70.
| № | Модель | Макс. диаметр (мм) | Мощность привода (Вт) | Вес (кг) | Тип управления | Цена (руб.) |
|---|---|---|---|---|---|---|
| 1 | «Калибр Мастер» ЭЗС-110 Дм | 400 | 110 | 2,4 | ручное | 6 000 |
| 2 | EINHELL BT-SH 90/350 | 350 | 110 | 5,7 | ручное | 6 500 |
| 3 | JMY 8-70 | 550 | 250 | 42 | ручное | 18 000 |
| 4 | «Кратон» SBS-600 | 600 | 370 | 54 | ручное | 25 000 |
| 5 | «Энкор Корвет» 472 | 600 | 370 | 45 | ручное | 27 000 |
Станки среднего диапазона от 30 до 150 тыс. рублей
Средний ценовой диапазон заточных станков для дисковых пил включает в себя оборудование как китайского, так и российского производства. Среди них обращает на себя внимание модель УЗС-2, которая имеет вертикальную компоновку и предназначена для работы с дисковыми пилами большого диаметра (до 1200 мм). У всех этих станков предусмотрена возможность обработки косых зубьев наклонным абразивным кругом.
| № | Модель | Макс. диаметр (мм) | Мощность привода (Вт) | Вес (кг) | Тип управления | Цена (руб.) |
|---|---|---|---|---|---|---|
| 1 | MF 126A | 600 | 370 | 45 | ручное | 33 000 |
| 2 | УЗС-2 | 1200 | 550 | 80 | ручное | 36 000 |
| 3 | CЗТП-600Т/600 ТМ | 70 | 250 | 55 | ручное | 50 000 |
| 4 | ТчБК | 560 | 370 | 130 | ручное | 110 000 |
Профессиональное оборудование от 150 тыс. до 1.5 млн рублей
Профессиональные заточные станки предназначены для использования в ремонтных цехах крупных лесопильных предприятий или сервисными компаниями, специализирующимися на работе с таким инструментом. Все они оснащены промышленными контроллерами с возможностью выбора программы обработки определенной модели пильного диска.
| № | Модель | Макс. диаметр (мм) | Мощность привода (Вт) | Вес (кг) | Тип управления | Цена (руб.) |
|---|---|---|---|---|---|---|
| 1 | MF1263 | 630 | 300 | 260 | автомат | 165 000 |
| 2 | Unimac 600А 288 000 | 630 | 300 | 250 | п/автомат | 288 000 |
| 3 | GRIGGIO GA U5 | 400 | 560 | 115 | п/автомат | 451 000 |
| 4 | OS-2M | 1500 | 1 100 | 270 | п/автомат | 525 000 |
| 5 | OTOMAT-96 | 750 | 1 000 | 850 | автомат | 1 500 000 |
Как сделать станок для заточки пил своими руками
В большинстве своем народные умельцы не ставят целью создать полноценный самодельный станок, предназначенный для различных диаметров и видов дискового инструмента. Как правило, ими собирается самое простое приспособление из подручных средств, предназначенное только для заточки собственных пил, которых у них чаще всего не более двух-трех разновидностей.
Причем затачивается обычно только передний угол пилы, а все доработки своего детища они производят по мере появления проблем и возникновения новых потребностей.
В Интернете предлагают за небольшие деньги приобрести чертежи заточного станка для дисковых пил, который выглядит вполне профессионально (см. фото ниже).

Судя по внешнему виду, многие детали для него нужно заказывать на стороне, причем с токаркой и фрезеровкой. На практике (есть видеоролик на YouTube) полный цикл обработки на таком станке одного зуба с переходом на другой занимает не менее 30 секунд. Для сравнения можно посмотреть скорость заточки на самоделках в видеороликах ниже.
Одно из самых распространенных решений при изготовлении самодельного заточного станка (в том числе и у зарубежных мастеров) — это использование платформы из толстой фанеры, которая по направляющим вместе с пилой надвигается на обычное электроточило с заточным кругом.
В видеоролике ниже показана именно такая конструкция, в которой использованы мебельные направляющие для выдвижных ящиков.
Это устройство изначально сориентировано на заданный угол заточки, а глубина подачи в нем выставляется двумя упорами. Позиция зуба после поворота фиксируется храповым механизмом, который в этой самоделке является самым сложным узлом.
Ниже еще один ролик с самодельным станком, сделанным по тому же принципу. Обратите внимание на скорость установки и заточки.
Другой пример относится к изделию, которое народный умелец собрал в полном смысле этого слова из металлолома. Кроме переходника на вал двигателя и тарельчатого алмазного круга, в этом станке все остальные детали изготовлены из вторчермета. Выглядит станок неказисто и несколько неустойчив, что признает и сам автор. Однако его универсальность впечатляет, да и используется он для профессиональных целей (похоже, что установлен в пилоточке при пилораме).
Пользоваться такой конструкцией без определенных навыков наверняка неудобно, но ее создатель судя по всему является профессиональным заточником.
Все, кто точит дисковые пилы своими руками, никогда не упоминают о заточке задней кромки, хотя на фабричных станках всегда указываются предельные углы для обеих кромок. Это особенности пил, которые они используют, или просто упрощенный подход к нормативной технологии? Интересно узнать ваше мнение по этому вопросу. Напишите, пожалуйста, что вы думаете об этом в комментариях к данной статье.






