Классификация алмазных шлифовальных кругов

Алмазный шлифовальный круг уже давно стал обыденным абразивным инструментом, доступным даже для домашних пользователей. Это стало возможным благодаря значительному удешевлению производства искусственных алмазов, которые сейчас покрывают более 90 % потребностей абразивной промышленности.
Алмазные круги обычно изготавливают из металла (стали или сплавов алюминия) и наносят на их поверхность достаточно тонкий слой абразивной смеси из бакелитовой смолы с алмазной крошкой. Такой инструмент до сих пор имеет непревзойденную твердость.
Причем единственный материал, который близок к алмазу по этому параметру — это кубический нитрид бора (эльбор, боразон). Алмазные шлифовальные круги вне конкуренции при шлифовке твердых сплавов, металлокерамических композитов, ферритов и других материалов повышенной твердости.
Оглавление
- 1 Виды алмазного инструмента для шлифования по ГОСТ
- 2 Конструкция шлифовальных алмазных кругов
- 3 Маркировки
- 4 Связки для алмазных шлифовальных кругов
- 5 Показатель твердости
- 6 Классы точности и неуравновешенности
- 7 Форма и ширина алмазного слоя
- 8 Преимущества алмазов перед обычным абразивным инструментом
- 9 Использование кругов в зависимости от зернистости
- 10 Обзор популярных моделей и производителей
Виды алмазного инструмента для шлифования по ГОСТ
Разновидности конструкций и виды рабочих поверхностей шлифовальных алмазных дисков регламентируются ГОСТ 24747-90, который полностью соответствует требованиям нормативов Федерации европейских производителей абразивов (FEPA, Federation of European Producers of Abrasives). Указанный ГОСТ и стандарт ISO 6168-79, принятый на основе классификации FEPA, регламентируют и кодируют:
- Конструкцию и геометрические параметры корпусов алмазных кругов.
- Форму абразивного слоя.
- Расположение абразивного слоя на корпусе.
- Конструктивные особенности отдельных корпусов.
В первую группу признаков по ГОСТ входит пятнадцать видов корпусов, пронумерованных от 1 до 15. Во вторую — двадцать шесть профилей абразивных слоев, обозначенных одной или двумя латинскими буквами. В третью — десять способов размещения абразива на поверхности корпуса, пронумерованных от 1 по 10.
В четвертую — четырнадцать конструктивных особенностей, каждой из которых присвоены одна или две латинские буквы. Таким образом, каждый вид алмазного диска представляет собой конструктивную совокупность нормированных элементов и имеет строго определенные геометрические параметры.
Их обозначения и размерные ряды также регламентированы соответствующими стандартами. К примеру, один самых распространенных алмазных кругов для плоского шлифования обозначается 1А1, что означает: (1) плоский круг без вытачек; (А) с линейным слоем абразива, (1) покрывающим всю высоту периферийной плоскости (см. фото выше).
Такое изобилие конструктивных признаков должно было породить великое множество разновидностей этого инструмента. На самом деле существует немногим более двух десятков конструктивных вариантов, которые практически полностью перекрывают все потребности современного производства. Ниже показана одна из подборок с самыми распространенными корпусами.

Конструкция шлифовальных алмазных кругов
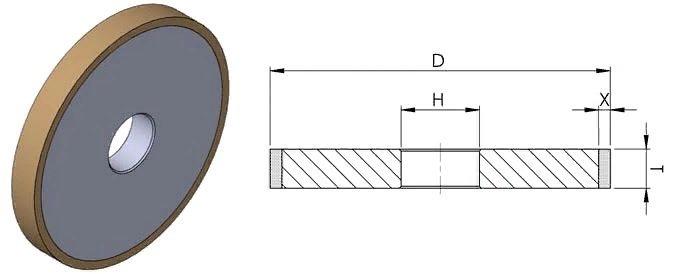
Основой алмазного шлифовального круга является корпус в виде диска или его производных, одна из поверхностей которого покрыта рабочим слоем, состоящим из связки, наполнителя и шлифовального порошка.
Материалом для корпусов служат конструкционные стали (СтЗ, Ст20 и пр.), литейные алюминиевые сплавы (Д16 и группы АК) или комбинированные материалы с использованием полимеров. Наиболее распространенные алмазные круги имеют чашечную, дисковую и тарельчатую формы (см. рис. ниже).
К шпинделю оборудования корпуса крепятся посредством посадочного отверстия стандартного размера. В зависимости от модели рабочий слой может находиться как на наружных, так и на внутренних поверхностях. Особенно это относится к инструменту с корпусами в форме чашки, используемому для шлифовки и заточки режущих кромок.

Чтобы корпус не деформировался, хорошо отводил тепло и не порождал вибрацию, алмазный круг должен использоваться с учетом его конструктивных и физических особенностей. Корпуса из алюминиевых сплавов имеют хорошую теплопроводность, ограниченную прочность, но при больших скоростях и глубинах резания склонны к вибрации.
Стальные также хорошо отводят тепло, имеют высокую механическую и виброустойчивость. Композитные лучше всех гасят вибрацию, но плохо отводят тепло и менее прочны. Существуют также гибкие алмазные шлифовальные круги, называемые в народе из-за фактуры их поверхности «черепашками».
Они имеют очень тонкий абразивный слой и предназначены для шлифовки ручным инструментом твердых минеральных материалов (бетона, гранита, мрамора и т.п).
Маркировки
Стандартная строка маркировки алмазных кругов включает в себя две части. В первой содержится информация о конструкции и геометрических размерах изделия, а во второй — о характеристиках абразива и связки (см. рис. ниже). Помимо этого производители в соответствии со своими регламентами могут дополнять правый конец строки другими данными.
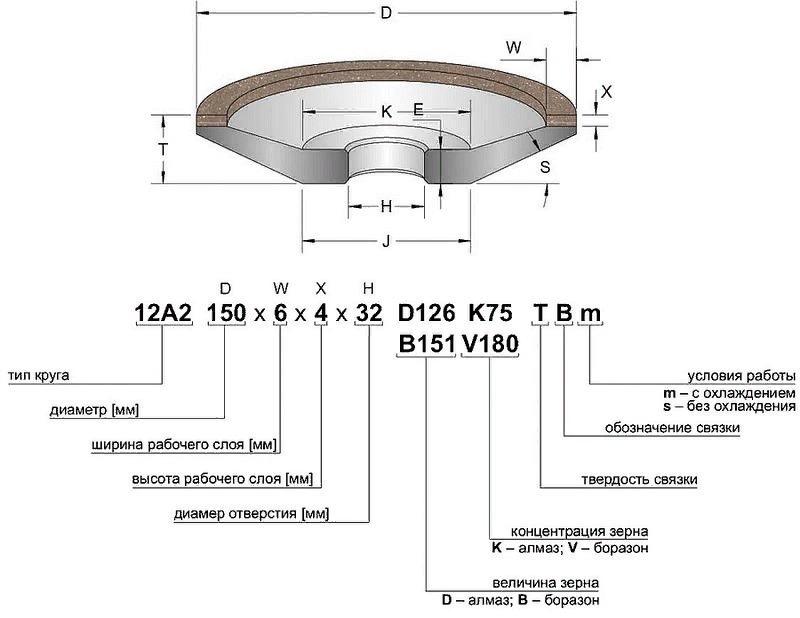
Чтобы расшифровать тип изделия, необходимо воспользоваться ГОСТ 24747-90 или таблицами с кодами и эскизами наиболее распространенных конструкций. В нашем случае это алмазный круг тарельчатый конической формы с углом 20° Ø150 мм, размером рабочего слоя 6×4 мм и посадочным отверстием Ø32 мм. Во второй части маркировки указаны следующие параметры абразивного слоя:
- D126 — номер алмазного зерна по FEPA, что соответствует диапазону 106-125 мкм или 120/140 меш.
- К75 обозначает концентрацию зерна в каратах на кубический сантиметр рабочего слоя.
- B — обозначение органической связки по FEPA.
- T — кодировка твердости связки. Регламентируется ГОСТ Р 52587-2006 (см. далее) и международными стандартами. В нашем случае круг относится к категории «весьма твердые».
В данную маркировочную строку также включено указание на условия работы (m). Кроме нее, на алмазный круг также наносятся максимально допустимые значения окружной скорости резания и частоты вращения, знак безопасности и указатель направления вращения.
Зернистость
От зернистости алмазного круга напрямую зависят его главные технологических параметры: производительность шлифовки и класс чистоты. Поэтому при подборе размера зерна важно учитывать совокупность этих характеристик. При предварительной шлифовке применяют инструмент с зернистостью D151, что сокращает количество проходов, обеспечивает высокую производительность и позволяет получить поверхности 7 класса чистоты (Ra до 1.4; Rz = 6÷8).
При чистовом шлифовании производительность не является основным критерием, поэтому в этом случае используют алмазные круги с зерном D54 и в результате получают поверхность 10 класса с Ra = 1.2 и Rz =1.0÷1.6. От размера зерна также зависит глубина резания и, соответственно, толщина припуска, снимаемая за один проход.
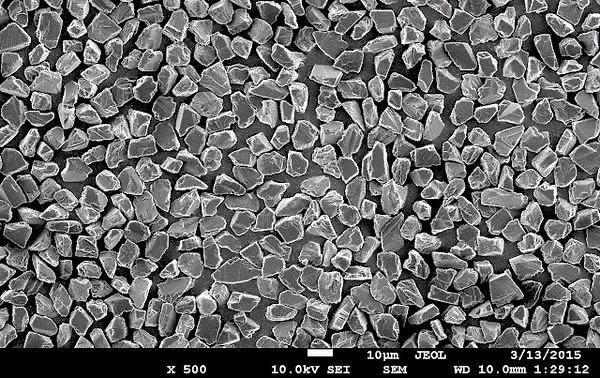
Рекомендуется выбирать глубину шлифования не более 1/3 нормативного размера зерна. В приведенном выше примере в первом случае эта величина будет составлять 0.05 мм , а во втором — 0.018 мм. На фото ниже — алмазное зерно размером 10÷15 мкм под электронным микроскопом при увеличении 500Х.
Концентрация алмазов (размер алмазного слоя)
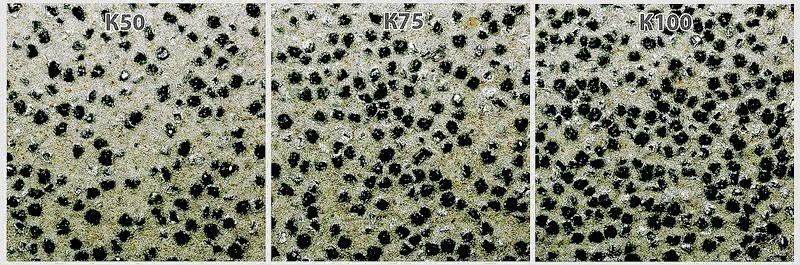
Эта величина показывает пропорцию алмазных зерен в объеме рабочей части и измеряется в каратах (0.2 г) на кубический сантиметр (ct/cм³). Типовые значения этого параметра: K25 (1.1 ct/cм³), K50 (2.2 ct/cм³), K75 (3.3 ct/cм³), K100 (4.4 ct/cм³), K125 (5.5 ct/cм³) и 150 (6.6 ct/cм³), но могут выпускаться изделия с большим или меньшим значением концентрации.
Он влияет сразу несколько технических характеристик алмазного круга и оказывает значительное влияние на его стоимость. Концентрация свыше К125 характерна для инструмента с твердой связкой и небольшой высотой рабочего слоя. Кроме того, она позволяет сохранять неизменной геометрию периферии в течение всего цикла шлифования.
В целом значение этого параметра пропорционально размеру абразивного слоя: чем меньше концентрация, тем он толще и шире. Алмазные круги с низкой (до К25) концентрацией обычно имеют рабочий слой большей ширины и малую зернистость.
Связки для алмазных шлифовальных кругов
Распределение и закрепление алмазных зерен в рабочем слое осуществляется посредством связующих веществ, которые называют «связками». На практике применяют базовые связки трех типов: металлические, гальванические и органические. Для последних чаще всего используют бакелит — термореактопласт на основе фенолформальдегидных смол.
Бакелит имеет низкую теплопроводность, поэтому инструмент на бакелитовых связках при отсутствии подачи СОЖ работает при температурах не выше 200÷250 °C. Алмазные круги такого типа обычно применяют для чистовой шлифовки и доводки лезвий твердосплавного инструмента.
Рабочие слои на металлических связках лучше всего подходят для срезания значительных слоев припуска, предварительной шлифовки, профильной обработки, заточки твердосплавных и металлокерамических пластин. Гальваническая связка представляет собой один или несколько слоев никеля, осажденного на металлический корпус, покрытый алмазным порошком.
Инструмент такого типа используется для резки и шлифовки кремния, стекла, минералов, а также при изготовлении алмазных головок, притиров и финишной обработки матриц и пуансонов.

Показатель твердости
Обозначение твердости обычно используется только для алмазных кругов на бакелитовой основе. Сама она в маркировке обозначается буквой B, а твердость градуируется по ГОСТ Р 52587-2006 и указывается буквами от F до Z. Обычно чем ниже твердость, тем шире рабочая часть и меньше зернистость.
Такими алмазными кругами выполняют тонкую шлифовку с небольшими скоростями резания, причем во многих случаях даже без применения СОЖ. Чем больше твердость, тем выше допустимые скорости и глубины резания. При таких режимах охлаждение рабочей зоны является обязательным.
Классы точности и неуравновешенности
В маркировку шлифкругов с традиционными абразивами согласно ГОСТу должно входить обозначение классов точности и неуравновешенности (две последние позиции маркировочной строки). Для алмазных кругов указание этих параметров ГОСТом не предусмотрено.
Во-первых, это инструмент с небольшим (в отношении общего объема корпуса) слоем абразивного композита, а во-вторых, по требованиям госстандартов он изготавливается с нормируемой высокой точностью. К примеру, торцевое и радиальное биения алмазных кругов по требованиям ГОСТ 16181-82 должны соответствовать 7÷8 степеням точности.
Форма и ширина алмазного слоя
Абразивный слой алмазного круга наносится на его торцевую поверхность или периферийную часть в виде кольца или сплошного диска. Геометрические размеры рабочего слоя определяют объем алмазосодержащего композита и непосредственно влияют на стоимость изделия.
При этом высота (толщина) имеет практическое значение только для долговечности инструмента. Ширина, напротив, является ключевым параметром. От нее напрямую зависит площадь контакта с обрабатываемой поверхностью и, как следствие, производительность и температурные режимы шлифовки.
Чем меньше ширина, тем больше допустимые скорости и глубины резания и лучше отвод отработанного абразива и металлической крошки из зоны шлифования. А чем она больше — тем выше точность и чистота шлифовки.
Ширина обрабатываемой поверхности во всех случаях должна быть больше ширины рабочего слоя, т. к. только при этих условиях можно обеспечить равномерность его выработки и самозатачивания.

Преимущества алмазов перед обычным абразивным инструментом
Твердость алмаза намного превосходит твердость всех известных на сегодня абразивных материалов. По этому параметру с ним сопоставим только эльбор (боразон), который имеет несколько меньшую твердость, но лучшую теплопроводность.
В зарубежной технической литературе эти два вещества выделяют в отдельную категорию «суперабразивы», а у нас называют сверхтвердыми материалами (СТМ). Это связано с тем, что стойкость к износу у эльборового и алмазного инструмента намного выше, чем у абразивных изделий из традиционных материалов.
Главное достоинство кругов из сверхтвердых материалов — это сохранение заданной точности профиля при шлифовке специальных сталей и изделий из керамики и твердых сплавов. Поэтому алмазные круги широко применяются в инструментальных производствах для точной шлифовки осевого, прессового и измерительного инструмента.
Кроме особой точности, этот инструмент обладает очень высокой производительностью. Также с помощью таких кругов режут и обрабатывают стекло, керамику и минеральные конструкционные материалы.
Использование кругов в зависимости от зернистости
Чистота и производительность шлифовки алмазным кругом напрямую зависят от зернистости его рабочего слоя. При предварительном шлифовании, позволяющем получить 7-8 класс чистоты, применяют инструмент с зернистостью от D151 до D107. Чистовое шлифование выполняют в интервале от D91÷D54, в результате чего можно добиться 9 класса чистоты.
Для тонкого шлифования (9-10 классы) используют алмазные круги с размером зерна D46÷D30. Ниже таблица соотношения размера зерен в микронах и обозначений по разным стандартам.

Обзор популярных моделей и производителей
Основные производители алмазных кругов на территории России — это предприятия с многолетней историей, выпускавшие такой инструмент еще во времена СССР.
Старейшим предприятием этой отрасли является Петербургский абразивный завод «Ильич», который имеет собственное производство искусственных алмазов и алмазного микропорошка. Советское происхождение также имеют такие лидеры отрасли, как Томилинский завод, Венёвский завод и АО «Терекалмаз», также проходящие синтез алмазов.
Несколько новых предприятий, также производящих алмазные круги, было создано уже в современной России. Среди них ведущими являются «КристАл Лтд», «Интех Диамант» и «Ниоборит». Самыми распространенными среди алмазных кругов являются модели, которые используют при плоском шлифовании и заточке инструмента.
В первую очередь это цилиндрические и конусные плоские алмазные круги (типы корпуса 1–4 по ГОСТ 24747-90), чашечные круги 11 и 12 типов, а также специализированные изделия для заточки пильного инструмента.
У алмазных кругов толщина абразивного слоя составляет всего несколько миллиметров. Насколько они долговечны в домашних условиях, если их использовать только для заточки ножей и слесарного инструмента? Если кто-нибудь может ответить на этот вопрос, оставьте свое сообщение в комментариях.

 (4 оценок, среднее: 4,00 из 5)
(4 оценок, среднее: 4,00 из 5)




