Преимущества дорновых трубогибов

Ручная гибка труб — редкое явление. Давно существуют электрические устройства, позволяющие получить сколь угодно сложный изгиб без применения физической силы. Одним из них выступает дорновый трубогиб. В чем преимущества работы с устройством? Каковы его достоинства и недостатки? Как работает инструмент? Ответы на эти и другие вопросы — далее.
Оглавление
Специфика дорновой гибки труб
Дорном называется стабилизирующий элемент, применяемый на станках для гибки тонкостенных труб. Его задача — сделать место изгиба лишенным каких-либо деформаций, складок, иных дефектов. В качестве дорна обычно применяется длинная металлическая пружина, что, в ряде случаев, покрывается полиуретаном с целью наилучшей стабилизации.
Эту пружину перед началом работы суют в заготовку, помещенную на дорновом трубогибе, после чего загибают под требуемым углом. Наличие стабилизатора — залог получения плавного места сгиба. Его сложно получить, если использовать любой бездорновый трубогиб. Он, конечно, способен ровно согнуть заготовку, но только толстостенную; трубы с тонкими стенками он неизбежно повредит.
Металлическая заготовка принимает криволинейную форму под действием давления. В этот момент на трубу действуют силы, посредством которых внутренняя стенка сжимается, а внешняя — растягивается. На первой образуется большое количество металла (которому попросту некуда деться), на второй же происходит ослабление прочности материала. При гибке на большие радиусы в промышленных условиях возможно ослабление стенки наполовину, то есть труба существенно ухудшает заложенную прочность. Это особо негативно сказывается на тонкостенных заготовках. Дорновая установка для гибки минимизирует потерю физических свойств, чем бездорновый трубогиб не может похвастаться.
Достоинства и недостатки установок
Очевидными преимуществами использования дорновых машин являются:
- если используется автоматический или полуавтоматический трубогиб с дорном, можно получать деформируемые трубы в режиме серийного производства;
- исключение появления волнистости («гофры»);
- деформация заготовки не сопровождается изменением толщины стенок.
Как любой иной промышленный агрегат, трубогибочный станок с дорном требует тщательного ухода. Эта необходимость считается главным недостатком машины. Другими минусами трубогибов являются:
- большинство установок ограничены в работе с трубами разных форматов;
- большой вес;
- устройство занимает много места на производственной площадке, не говоря о невозможности использования его дома;
- машины требуют регулярных вложений в запчасти и расходные элементы;
- при необходимости, монтаж и транспортировка обойдутся очень дорого.
Однако достоинства перекрывают недостатки. К тому же, любой бездорновый трубогиб имеет такие же минусы. Теперь — несколько слов о составных частях машины и принципе ее действия.
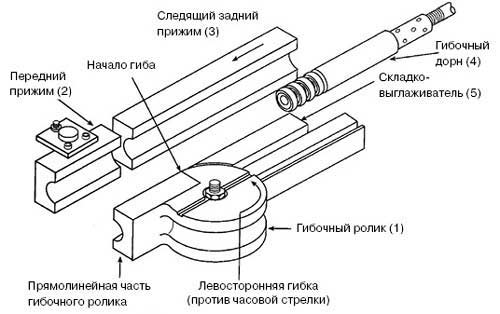
Устройство трубогиба
Конструкция агрегата достаточно сложна. В нее входят:
- матрица для фиксации заготовок;
- подвижный регулируемый прижим;
- образующая дорна;
- загибочный вал;
- станина.
Это — лишь основные элементы машины. Если на примере полуавтоматического дорнового трубогиба рассмотреть процесс работы, он, в общем случае, будет выглядеть так:
- Заготовка для гибки помещается в матричный профиль, размер которого равен диаметру изделия, после чего фиксируется двигающимся прижимом.
- Внутрь трубы вводится стержень из стали с жестко закрепленным дорном, после чего последний фиксируется.
- В исходное положение ставится насадка и крепится к загибающему валу.
- Фиксаторы на прижимах затягиваются до упора.
- Производится загиб трубы на нужный угол.
В случае пережима заготовки устройству дается обратный ход. Поскольку используется дорн, разрушение металлического изделия исключается, и действие допустимо. Приводится обзор известных устройств для дорновой гибки труб.
Классификация трубогибов с дорном
Первый критерий разделения объемных устройств на группы — принцип управления. Так различают дорновые станки:
- ручные;
- полуавтоматические;
- автоматические.
Необходимость регулировки оператором каждого отдельного элемента вроде огибающего ролика, стержня — задача ручных трубогибов.  Полуавтоматический дорновый трубогибочный станок позволяет программировать некоторые параметры, например, уровень выдвижения стержня. Самые «навороченные» модели способны постоянно смазывать движущийся элемент, пока он деформирует заготовку. Автоматические станки более известны как «станки с ЧПУ» обладают теми же функциями, что и предшественники, а также регулируют скорость вращения дорна. Модели с ЧПУ и п/а больше ручных компенсируют пружинные свойства заготовки. Этим же не может похвастаться бездорновый трубогиб.
Полуавтоматический дорновый трубогибочный станок позволяет программировать некоторые параметры, например, уровень выдвижения стержня. Самые «навороченные» модели способны постоянно смазывать движущийся элемент, пока он деформирует заготовку. Автоматические станки более известны как «станки с ЧПУ» обладают теми же функциями, что и предшественники, а также регулируют скорость вращения дорна. Модели с ЧПУ и п/а больше ручных компенсируют пружинные свойства заготовки. Этим же не может похвастаться бездорновый трубогиб.
Три рассмотренные группы — единственные, четко определяющие классификацию станков. Но есть и иные критерии, по которым они различаются, например:
- радиус гиба (чем больше роликов-матриц, тем выше функционал машины и шире диапазон допустимых радиусов);
- скорость вращения ролика и дорна;
- угол гиба заготовки.
Несмотря на практическую пользу трубогиба с дорном, позволить себе его может далеко не каждое предприятие. Поэтому настоящий умелец может самостоятельно собрать ручной дорновый трубогиб, который ничуть не уступит продаваемым аналогам.
Как собрать трубогиб с дорном своими руками
Вопреки заблуждению, собрать агрегат из подручных материалов несложно. Только их понадобится много. Среди них:
- массивная опорная рама;
- роликовая матрица с набором рабочих размеров;
- направляющая дорна, служащая опорой для заготовки;
- передний прижим, профиль которого повторяет гибочную матрицу;
- оправку для дорна и другие детали и узлы.
Желательно, чтобы данное устройство имело рычажный привод, однако с задачей вполне справится обычный гидроцилиндр. На строительных форумах имеются советы, как лучше собрать устройство для гибки трубы с дорном, и даже чертежи с подробными спецификациями.
Дорн — компенсирующее звено станка для сгибания металлических труб. Его наличие делает полученную конструкцию надежнее, прочнее и долговечнее, поскольку деформация трубы происходит без образования «гофры» с одной стороны и «растянутого металла» с другой. Этим не может похвастаться бездорновый трубогиб, более распространенный на производствах. Если вы находите представленный экскурс в теорию вопроса неполным, можете поделиться своими знаниями в комментариях к статье.







