Изготовление самодельного дросселя для полуавтомата

В самом простом виде дроссель — это катушка из толстого медного провода, намотанного на магнитный сердечник, которая включается в выходную цепь сварочного аппарата последовательно с электродом. Дроссель для полуавтомата необходим для сглаживания токовых пульсаций, которые возникают при краткосрочных изменениях входного напряжения и мгновенных коротких замыканиях на электроде. При выполнении полуавтоматической сварки без этого устройства высока вероятность возникновения дефектов сварного шва, т. к. при таких отклонениях в электрических параметрах проволока продолжает подаваться с неизменной скоростью.
Дроссель для полуавтомата по силам изготовить любому домашнему мастеру. Его расчет производится очень укрупненно (в основном, в части сечения проводов), а параметры самодельного дросселя подбираются регулировкой зазора сердечника в процессе пробных включений полуавтомата на разных режимах. Тем не менее, все же желательно иметь хотя бы общие представления об основных электротехнических принципах, лежащих в основе работы этого устройства, а также о конструктивных особенностях его изготовления.
Оглавление
Принцип работы
Работа дросселя сварочного полуавтомата основывается на так называемом «первом законе коммутации», согласно которому в катушке индуктивности ток мгновенно измениться не может. В очень упрощенном виде можно сказать, что дроссель выступает в роли своеобразного накопителя энергии, но в отличие от конденсатора он аккумулирует не напряжение, а ток. При прохождении через катушку поток электронов порождает магнитное поле, величина которого зависит не только от силы тока, но и от параметров сердечника. Путем регулирования зазора между его элементами можно управлять величиной магнитного потока и таким образом регулировать индуктивное сопротивление дросселя.
Величина индуктивности дросселя непосредственно влияет на скорость увеличения силы тока при коротком замыкании. При этом она напрямую зависит от сварочного режима полуавтомата и диаметра проволоки. В случае использования тонкой проволоки требуются более быстрое нарастание тока и, соответственно, меньшая индуктивность, чем при применении толстой проволоки. К примеру, при уменьшении диаметра проволоки в полтора-два раза индуктивность понижается в 2,5–3 раза.
Предназначение дросселя
Сварка с применением полуавтомата производится постоянным током отрицательной полярности на проволоке, толщина которой варьируется в пределах 0.5÷3.0 мм. Чем меньше ее диаметр, тем ниже значение сварочного тока и тем стабильнее горение дуги. Во время сварочного процесса расплавленный металл проволоки поступает в сварочную ванну в виде непрерывного потока капель. Этим обеспечивается стабильность дуги и качество сварочного шва. При краткосрочном образовании непрерывного потока металла возникает ток короткого замыкания, а при разрывах происходит его резкое уменьшение. Если в выходную схему полуавтомата включен дроссель, то в первом случае он препятствует мгновенному росту тока, а во втором — компенсирует падение его величины за счет «запасенной» энергии.

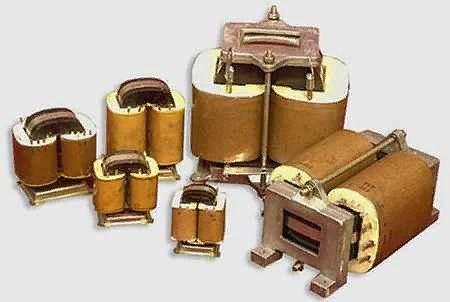
В сварочных полуавтоматах применяют дроссели с фиксированной, ступенчатой (см. рис. выше) или регулируемой индуктивностью. Первый тип применяется при сварке на постоянных режимах, во втором случае дроссель выполнен с несколькими отводами, а в третьем индуктивность регулируется изменением величины зазора в магнитопроводе или механическим перемещением сердечника. При нестабильном источнике внешнего питания наилучшим вариантом для полуавтомата является регулировка зазором, так как она позволяет опытным путем подбирать сварочный режим с устойчивой дугой и без разбрызгивания металла. А оптимальный метод решения проблемы стабильности и качества сварочного процесса — это использование в полуавтомате дросселя в сочетании со схемой вольтодобавки на входном трансформаторе.
Как рассчитать сечение провода обмотки
Для расчета сечения и выбора подходящего провода в первую очередь необходимо определить предельную плотность тока. Ее величина зависит от материала проводника и временно́го режима работы полуавтомата, который определяется паспортным значением параметра ПН (ПВ) — продолжительности нагружения. Формула расчета плотности тока по величине ПН выглядит так:

Здесь Jп — плотность тока в А/мм² для заданной в процентах величины ПН, а J — при долговременных режимах.
Для медных проводников трансформаторов и дросселей J обычно принимают равной 3,5 А/мм².
При использовании алюминиевых проводов необходимо применять понижающий коэффициент 1,6 (см. таблицу).
| ПН (%) | Jп | ПН (%) | Jп | ПН (%) | Jп | |
|---|---|---|---|---|---|---|
| Медь | 20 | 7.8 | 40 | 5.5 | 60 | 4.5 |
| Алюминий | 4.9 | 3.5 | 2.8 |
Чтобы определить сечение провода (S) для намотки дросселя полуавтомата, необходимо паспортное значение максимального тока (I max) разделить на Jп. К примеру при I max=150 А и ПН=40% сечение медного провода будет равно 27 мм². Точный тип проводника (провода или шинки) выбирается по справочнику с округлением в большую сторону.
Вычисление количества витков производится по формуле с использованием габаритов сердечника, которые также определяются расчетным путем. Но народные умельцы всего этого, как правило, не делают, т. к. собирают дроссель для полуавтомата на основе имеющегося в наличии магнитопровода. Обычное количество витков у такого изделия при токе 150–200 А — несколько десятков (40÷60). В отличие от величины сечения ошибка здесь не очень критична. В худшем случае она может привести к тому, что качество сварки не улучшится.
Что потребуется для изготовления
Для того чтобы изготовить дроссель для полуавтомата своими руками, в первую очередь следует сделать требующиеся расчеты, а затем подготовить необходимые материалы и инструмент. В процессе работы потребуются:
- паяльник (от 100 Вт) с принадлежностями;
- слесарные тиски;
- пассатижи, круглогубцы, молоток и пр.;
- сердечник и корпус катушки;
- гетинакс (или подобное) для зазоров;
- лакоткань;
- киперная лента;
- эпоксидка или клей;
- медный или алюминиевый провод (или шинка);
- две клеммы под винт.
Кроме того, необходим брусок для закрепления корпуса катушки, а также кусочки любого пластика или дерева для ее расклинивания.
Пошаговая инструкция по сборке дросселя своими руками
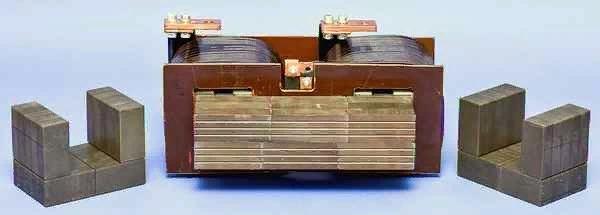
Для изготовления сварочного дросселя не требуется никаких схем или чертежей. Все достаточно понятно и очевидно, нужно только знать, сколько витков и каким проводом предстоит намотать. В качестве сердечника можно использовать любой набор трансформаторного железа, вплоть до пакета прямоугольных пластин. Однако наилучшим вариантом будет использование сердечника типа ПЛ, т. к. он собирается из двух монолитных С-образных половинок и зазоры между ними можно использовать для регулировки индуктивности будущего дросселя.
Такие сердечники массово использовались и применяются в блоках питания радиоаппаратуры еще с советских времен. Поэтому найти старый трансформатор (например, типа ТС) мощностью 200–300 Вт, наверное, не будет очень сложной задачей. Очень удобно для регулировки зазора еще и то, что такой сердечник стягивается специальным хомутом с винтовым соединением (см. рис. ниже).
Провод или шинку можно использовать любые (но лучше все-таки медные), главное, чтобы сечение соответствовало расчетному.
Намотка и установка дросселя
При разборке старого трансформатора необходимо очень аккуратно снять катушки, освободить их от проводов и зачистить до блеска место соединения половинок сердечника. Далее последовательность действий выглядит так:
- Надеть катушку на деревянный брусок, закрепить его тиски и намотать на катушку в один-два слоя киперную ленту, а поверх нее — лакоткань. Затем аккуратно, виток к витку, намотать первый слой проводов (получится около 8–12 витков в зависимости от толщины и зазоров). Действовать надо очень осторожно, т. к. провода жесткие, а катушка сделана из тонкого и хрупкого гетинакса.
- Поверх первой слоя витков намотать лакоткань, предварительно промазав ее лаком. Классический вариант – это бакелитовый лак, но можно взять и любой другой, например паркетный. Намотать второй слой витков, также укрыть его лаком и лакотканью. Аккуратно отогнуть выходной конец.
- Все то же самое сделать со второй катушкой, затем обе их тщательно просушить. Подготовить две пластинки гетинакса (или другого изолирующего пластика) толщиной 1–2 мм по размеру стыка половинок сердечника.
- Надеть на одну из половинок сердечника обе катушки, уложить изолирующие прокладки и вставить вторую половину. Тщательно стянуть сердечник хомутом.
- Соединить катушки последовательно скруткой с пайкой или винтом (предварительно залудив), а затем место соединения изолировать.
- Концы катушек, предназначенные для подключения, зафиксировать на хомуте, а затем припаять к ним клеммы.
При проверке дросселя с полуавтоматом необходимо попробовать его в разных режимах, и в зависимости от ситуации увеличить или уменьшить индуктивность, заменяя прокладки в зазоре сердечника.
В известной книге В. Я. Володина «Современные сварочные автоматы своими руками» приводится классический расчет количества витков в обмотке дросселя. Для домашнего мастера подошел бы более упрощенный вариант определения числа витков, пусть даже их число будет приблизительным. Если кто-то знает источники с такими методиками или сам может описать, как это сделать, поделитесь, пожалуйста, в комментариях к статье.







