Как собрать станок для гибки завитков
Кузнечные завитки различных конфигураций — непременный элемент всех узоров, выполняемых с прутковым металлом, причем как в холодном, так и в горячем состояниях. При систематическом производстве таких элементов понадобится ручной станок для гибки завитков.
Оглавление
Конструирование станка
Главная сложность состоит в проектировании конфигурации опорного кондуктора — матрицы, на которую должен опираться пруток во время гибки. Поскольку с геометрической точки зрения завитки могут быть самой разной формы, то и инструмент для гибки завитков стоит изготавливать в универсальном исполнении. Проще всего предусмотреть модульную форму кондуктора, которая будет складываться из отдельных, взаимозаменяемых, фрагментов.
Общая схема ручного станка для производства рассматриваемых элементов представлена на рис. 1.
Из приведенной схемы следует, что приспособление в его самом простейшем варианте должно включать в себя следующие элементы:
- Опорную раму, которую, в случае необходимости, можно устанавливать на слесарный верстак, крупную наковальню или вообще на ровную поверхность.
- Основания, на котором располагается деформирующий инструмент;
- Фиксатора торца изгибаемого прутка.
- Собственно матрицы — кондуктора, где и будет производиться деформирование.
- Оси с поворотным рычагом.
Перед началом работ стоит определиться с будущими функциональными возможностями ручного станка для гибки завитков. Например, при частом изготовлении художественных кованых элементов используется прокат диаметром до 12-16 мм. Однако, диапазон изготавливаемой продукции еще более расширится, если таким ручным станком можно будет воспользоваться, в частности, для гибки строительной арматуры.
Электропривод приспособлению не понадобится, поскольку путь деформирования невелик и подготовительно-заключительное время, необходимое для включения/выключения двигателя, отрицательно скажется на производительности станка (особенно, если получение крупных завитков предполагается и в горячем состоянии).
Исходными данными для конструктивной проработки являются также:
- Точность получения завитков;
- Материал заготовок;
- Габаритные размеры самого завитка.
Для художественной ковки в холодном состоянии пригодны все низкоуглеродистые стали (содержащие до 0,15 % углерода включительно), а также пластичные металлы и сплавы (медь, латунь и т.п.). Если возникает необходимость в деформировании более прочных материалов, например, среднеуглеродистых сталей, то ковку придется вести в горячем состоянии, что надо учитывать при выборе стали для кондуктора.
Габаритные размеры завитка обычно подбираются самостоятельно.
Таким образом, главная сложность — проектирование и изготовление кондуктора для выполнения самого завитка.
Изготовления кондуктора под кузнечный завиток
Анализируя большинство конфигураций аналогичных кованых элементов, можно прийти к выводу, что основным формирующим элементом является спираль. Ее можно получить двумя путями:
- Изготовлением на токарном станке;
- Ручной гибкой по шаблону.
В любом случае, конфигурация кондуктора должна разрабатываться с учетом упругого пружинения металла в процессе холодной гибки. Если завиток будет получаться на горячей заготовке, то пружинение можно не учитывать.
Для вышеперечисленного класса металлов упругое последействие обычно составляет от 8 до 15 % (меньшие значения соответствуют металлам и сплавам с повышенной пластичностью).
Для производства кондуктора по первому способу необходимо изготовить основу — спиралеподобную щель, куда будет вставляться матрица из полосовой инструментальной стали. Для этого толстолистовую квадратную заготовку (ее размеры определяются из возможностей токарного станка: например, для обычного 1К62 это 220-400 мм) устанавливают в станке, устанавливают на коробке подач опцию «Спираль Архимеда» и получают паз нужной глубины.
Выбор глубины прорезаемого паза зависит от высоты кондуктора. Применяя обычно используемый для данных узоров пруток диаметром 8-10 мм, высота кондуктора должна быть не более 30-35 мм, следовательно, достаточен паз глубиной 5-6 мм, а сама плита под кондуктор должна иметь толщину не менее 12-16 мм.

Результат обработки показан на рис.2.
Загибая по контуру полосовую сталь соответствующей толщины (заготовку перед монтажом необходимо подогреть до температур, не превышающих те, при которых в стали начинают происходить макроструктурные изменения, т.е. не выше 4000С), получают кондукторную матрицу нужных размеров.
Получение данной детали вручную, по шаблону, даст меньшую точность.
Функциональность детали можно увеличить, если сборку проводить по модульному принципу, частями, каждая из которых будет крепиться штифтами и болтами к основной плите. Тогда, в зависимости от вида и исполнения завитка, можно менять и переставлять местами отдельные части дуги спирали.
После монтажа кондуктора его рабочую поверхность следует прошлифовать. Для цельного кондуктора полосу можно приварить к раме.
Изготовление ручного станка для гибки завитков
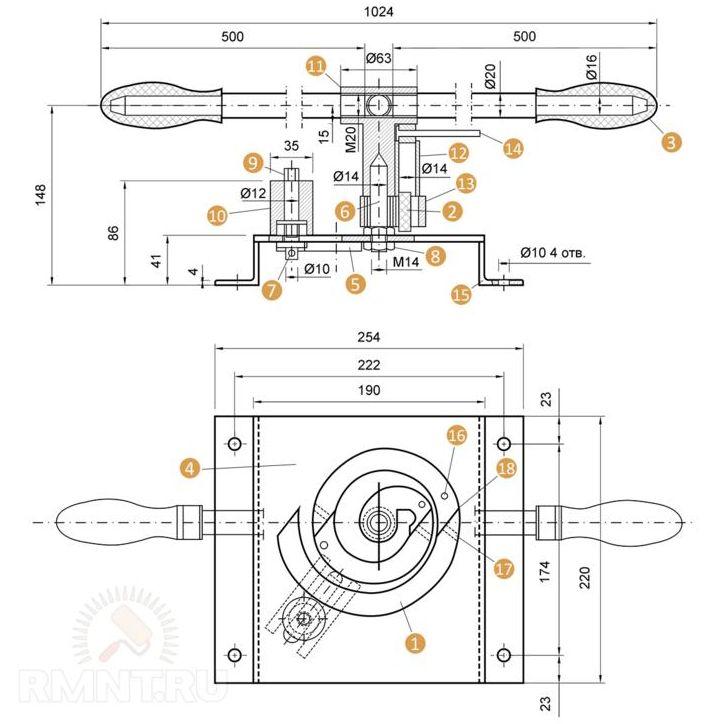
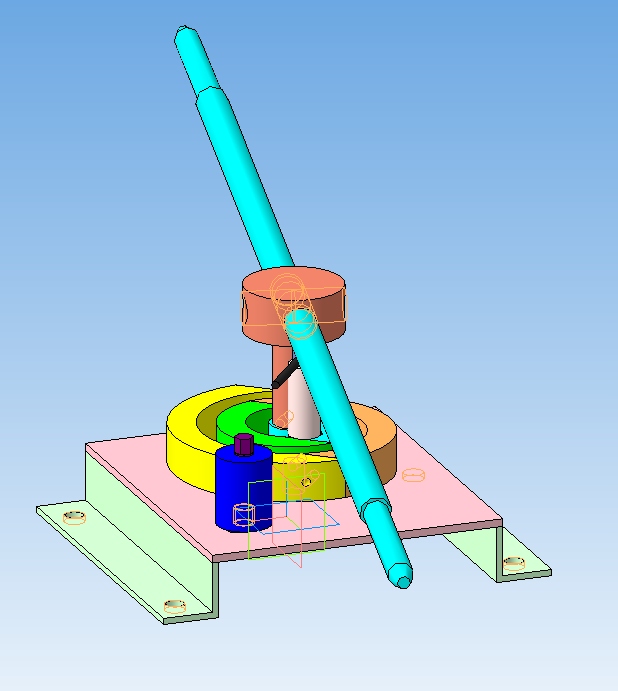
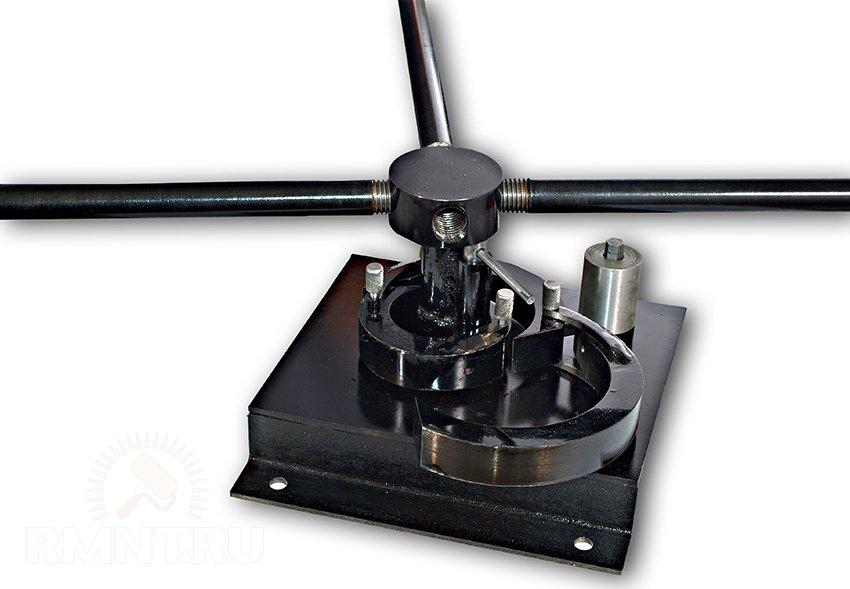
Чертежи, необходимые для изготовления такого приспособления, можно изготовить и самостоятельно. Однако, если диапазон размеров завитков не отличается от общепринятого, то можно воспользоваться уже опробованными конструкциями, видоизменив отдельные их части. Пример такой конструкции приведен на рис. 3, а общий вид приспособления после его окончательной сборки и доводки — на рис. 4.
-

- Рисунок 3 — Чертеж общего вида станка для ручного изготовления завитков
Представленное приспособление отличается компактностью и удобством при работе. С его помощью можно производить завитки преимущественно по технологии холодной ковки, однако, при должном уходе за кондуктором, на нем возможна и горячая гибка кузнечных завитков.
При использовании такого станка следует учитывать следующие особенности:
- После каждого применения следует проверять надежность крепления кондуктора.
- Не жертвовать габаритами станка ради изменения размеров рычагов, на которых закреплены ручки — значение необходимого крутящего момента резко увеличится.
- Использовать фиксатор, свободно вращающийся на подшипнике качения.
- При сборке всех элементов приспособления строго соблюдать вертикальную соосность всех элементов.
Приглашаем к обсуждению конструкций ручных приспособлений для производства кузнечных завитков. Авторы, имеющие практический опыт в решении данных вопросов, могут оставлять свои сообщения в блоке комментариев.






