Устройство и работа автоматическим кернером

Любой слесарной операции предшествует разметка детали линиями и опорными точками, углубленными в поверхность металла. Первые выполняют чертилками, а для нанесения вторых существует специальный разметочный инструмент — кернер. В общем виде он представляет собой небольшой металлический цилиндр с остро заточенным рабочим концом и плоской задней частью. ГОСТовские кернеры изготовлены из пруткового проката легированных и углеродистых инструментальных сталей. В обычных кернерах нанесение разметочной точки (керна) производится ударом молотка, а в механических автоматических кернерах для этих целей используются пружина и боек. Такой инструмент имеет более сложную конструкцию, но обладает высокой точностью и дает возможность работать одной рукой. Кроме пружинных, существуют автоматические электрические и пневматические устройства для кернения. Они стоят намного дороже обычных и механических кернеров, поэтому их применяют в промышленных производствах с большими объемами разметочных работ. Специализированный инструмент для нанесения кернов позволяет проводить автоматическую центровку на однотипных деталях или цилиндрических поверхностях.
Оглавление
Функции и назначения керна
Геометрические и эксплуатационные характеристики обычных кернеров регламентируются ГОСТ 7213-72, а автоматический инструмент изготавливается по ТУ и внутренней документации отдельных предприятий. Основное назначение кернера — создание нестираемых отметок на поверхности заготовки и углублений в металле для точного захода сверла. В обоих случаях кернение проводится по заранее нанесенным разметочным линиям. При большом количестве керновых точек предпочтительнее использовать автоматический инструмент, т. к. это значительно повышает производительность труда и снижает вероятность ошибки вследствие усталости слесаря. При изготовлении деталей с одинаковым расположением отверстий одну из них обычно используют в качестве шаблона. Ее накладывают на очередную заготовку по отметкам, фиксируют струбциной, а затем наносят на заготовку керновую отметку с помощью переводного кернера (cм. рис. ниже). Автоматическая центровка риски на поверхности заготовки происходит вследствие равномерной опоры конуса на поверхность отверстия детали-шаблона.

Кроме нанесения разметки, кернение также используют для стопорения (предотвращения раскручивания) резьбовых соединений. Для этого наносят от одного до трех керновых углублений в зазор между резьбой винта и гайки или по краям шлица винта с потайной головкой. Возникающая при ударе деформация металла достаточна для стопорения, но позволяет раскрутить резьбовое соединение с помощью обычного инструмента. При массовом производстве такую операцию лучше выполнять автоматическим инструментом. Еще одна область использования кернеров — ударно-точечная маркировка. Нанесение кодировки на детали является обязательным для их последующей обработки и идентификации в сборочном производстве. Обычно для этого используют специализированные пневматические и электрические машинки, но при единичном производстве в небольших объемах вполне можно обойтись и автоматическим механическим кернером.

Классификация инструмента
Кернер предназначен для создания небольших конических углублений на поверхности металла с помощью заостренного конца, который в соответствии с ГОСТ должен быть заточен под углом 60÷90º. Принцип работы всех инструментов для кернения одинаков: углубление острия в размечаемый материал происходит при ударе по заднему концу стержня, а прилагаемое при этом усилие зависит от твердости заготовки. Основные различия отдельных видов кернеров — это способы нанесения удара и удержания стержня в заданном положении. В первую очередь различают обычные ручные и автоматические кернеры. Последние в свою очередь делятся на механические устройства с ручным приводом и установки с пневмо- и электроударниками. Кроме устройств для кернения с ручным удержанием стержня в требуемой позиции, выпускается инструмент с автоматической установкой острия в нужное место и под заданным углом. К нему относятся переводные и самоцентрирующиеся кернеры. Кроме того, существует ряд приспособлений для кернения, дополненных специальной оснасткой (лупы, циркули и пр.). В отдельную группу обычно выделяют устройства для ударно-точечной маркировки, которые по своей сути являются автоматическими кернерами специального назначения.
Ручной кернер
В отличие от автоматического разметочного инструмента, представляющего собой сборные изделия, обычный ручной кернер является монолитным металлическим стержнем и состоит из четырех функциональных частей (см. рис. ниже):
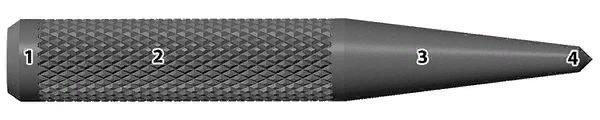
- Ударный конец. В соответствии с ГОСТом он может быть округлым или, как на рисунке, с фаской. Инструмент считается непригодным для использования при появлении на торце ударного конца расклепа.
- Рукоятка. Длина рукоятки по ГОСТ должна составлять не менее 35 % от общей длины кернера. Для надежного удержания на ее поверхность в обязательном порядке наносится рифление (это относится и к автоматическим устройствам).
- Коническая часть.
- Острие. По стандарту острие должно затачиваться под углом 60º. Но для более точной разметки можно использовать угол заточки до 30º, а для разметки центров под сверление — до 75º. Требования к этой части не зависят от вида разметочного инструмента и одинаковы как для обычных ручных кернеров, так и для автоматических.
В зависимости от условий эксплуатации на наружную поверхность изделия могут наноситься различные защитно-декоративные покрытия. В самом простом случае это обычное чернение, а для работы в особых условиях применяют покрытия из хрома по подслою никеля и кадмированного хрома.
Автоматический кернер
Среди автоматических кернеров самыми распространенными являются ручные механические, позволяющие наносить разметку одной рукой. В большинстве из них используется механизм Свита (Sweet) с промежуточным толкателем, и только в работающих с большим усилием промышленных моделях применяют другие типы механизмов без толкателей. Корпус типичного автоматического механического кернера состоит из трех частей (см. рис. ниже). Такая конструкция выбрана исключительно для удобства его изготовления, а также сборки и разборки инструмента.

Внутри корпуса автоматического кернера находятся:
- рабочая пружина, которая при распрямлении формирует ударный импульс;
- массивный ударник с выемкой на передней части, чья глубина определяет рабочий ход острия;
- толкатель, служащий для взведения устройства и передачи импульса к стержню;
- заостренный стержень из твердого сплава, острие которого создает керновое углубление.
Рабочий цикл механизма этого автоматического устройства включает в себя три этапа (см. рис. ниже):
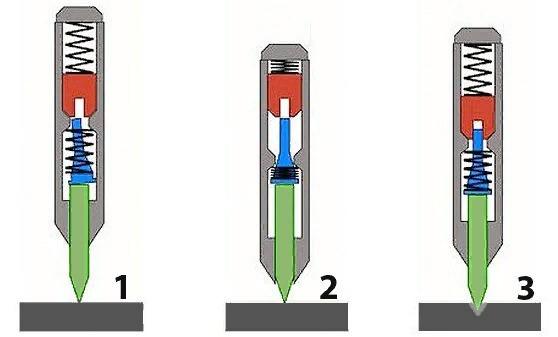
- Острый конец стержня устанавливается по разметке. В это время толкатель благодаря форме передней поверхности своей шляпки находится в слегка перекошенном состоянии и упирается верхним концом в край ударника. При смещении ручным усилием корпуса вниз происходит сжатие рабочей пружины.
- В верхней точке, когда пружина полностью сжата, толкатель смещается из бокового в осевое положение, занимая место непосредственно напротив выемки в ударнике. Это ключевая особенность данного автоматического механизма, на которую его изобретатель получил патент.
- Верхняя часть толкателя проходит в выемку в ударнике, пружина получает свободный ход и передает накопленный импульс через ударник и толкатель заостренному стержню. Так как корпус автоматического кернера продолжает удерживаться рукой слесаря, вся кинетическая энергия ударника будет направлена на пробитие кернового углубления.
После окончания кернения устройство отводится от поверхности и возвратная пружина устанавливает толкатель в исходное перекошенное положение.
Как работать керном
Методика работы обыкновенным и автоматическим кернером имеет некоторые отличия. Простой кернер берется в левую руку, чтобы ударный конец был свободным и пальцы находились на достаточном расстоянии от торца, по которому будет наноситься удар. Затем его позиционируют по разметочной риске, наклоняют немного в сторону для проверки точности установки и с небольшим нажимом поворачивают в строго перпендикулярное положение. После этого по нему наносят удар молотком, сила которого зависит от вида материала. Автоматический кернер захватывается так, чтобы его торец упирался в ладонь, амортизируя отдачу. Многие из современных устройств такого типа имеют виброгасящие накладки в виде резинового набалдашника (см. рис. ниже). Затем острие кернера устанавливают на разметочную риску, корпусу придают вертикальное положение под углом 90º и нажимают вниз. Вся операция автоматического кернения занимает несколько секунд.

Какой кернер выбрать
Выбор кернера во многом зависит от того, для какой деятельности и насколько часто его приходится использовать. Если это разовые домашние работы, то вполне подойдет простейший кернер, цена которого составляет 50÷100 рублей. Главное, чтобы он был хорошо заточен, т. к. при отсутствии собственного электроточила заточка такого инструмента может вызвать некоторые трудности. Такой же обыкновенный кернер для слесарных работ наверняка будет иметь вибронакладки и защитную шляпку, но стоит он также недорого — в пределах 300 рублей. Самые простые автоматические кернеры в российских магазинах продаются в интервале цен от 500 до 800 рублей. Профессиональный инструмент этого типа со сменными наконечниками и точно регулируемой силой удара может стоить до 3000 рублей. При объемных разметочных работах по металлу хороший автокернер, безусловно, сэкономит массу времени и снизит количество брака. Но насколько он необходим в домашней мастерской — каждый решает сам.
Автоматический кернер своими руками
Автоматические кернеры с механизмом Свита (и им подобные) хороши тем, что ими очень удобно наносить разметку одной рукой. Устроены они не очень сложно, но изготовить такой инструмент сможет только довольно опытный токарь. Однако существуют и более простые механизмы для автоматического кернения, в основу которых тоже положено взаимодействие пружины и ударника. Ниже в видеоролике показан процесс изготовления автоматического кернера с открытым механизмом в домашней мастерской без использования станочного оборудования.
Если же работа одной рукой не является самоцелью, то можно взять за основу довольно несложную конструкцию автоматического кернера, процесс изготовления которого показан ниже в видеоролике.
У некоторых автоматических кернеров есть возможность регулировки силы удара. А существует ли такой инструмент с установкой глубины кернения? Ведь это, наверное, актуально при работе с материалами различной твердости. Если кто-нибудь знает ответ на этот вопрос, поделитесь, пожалуйста. информацией в комментариях.


 (4 оценок, среднее: 3,75 из 5)
(4 оценок, среднее: 3,75 из 5)




