Что такое автоген и как его сделать

Одна из разновидностей сварки металлов плавлением — автоген. Если при электродной сварке металл плавится при нагревании электрической дугой, то при газовой сварке — открытым пламенем смеси ацетилена и кислорода. По сути, автоген — это устройство для получения высокотемпературной струи пламени температурой сгорания около 3150 0С. Главные составные части автогена:
- баллон с кислородом;
- баллон с ацетиленом или генератор газа;
- манометры;
- газопроводные шланги;
- газовая горелка (резак).
Самым сложным узлом аппарата газовой сварки является резак, который может использоваться как по прямому назначению (для резки черных и цветных металлов), так и для сварки низколегированных сталей. Схематическое устройство газовой горелки автогена показано на рисунке:
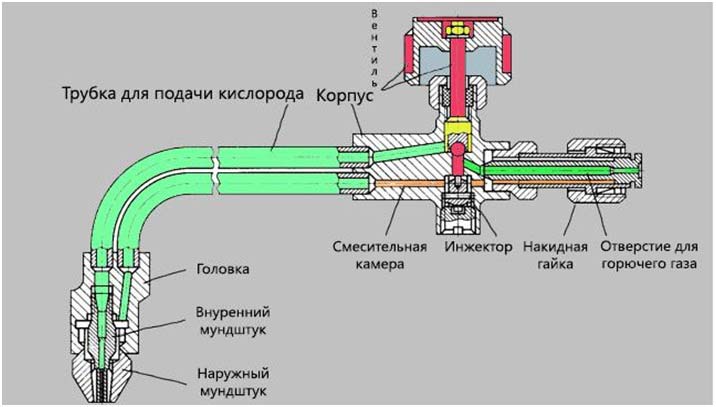
К горелке подведены два шланга — с кислородом и горючим газом. В роли последнего может использоваться ацетилен или пропан/бутан. Но если пропаном можно неплохо резать металлы, то сваривать им довольно сложно — по сравнению с ацетиленом он дает температуру в горящей струе на 600-700 градусов ниже, что при сварке тонкостенных деталей ощущается мало, но при работе с толстостенными трубами или массивными деталями вызывает определенные затруднения и значительно замедляет работу.
Необходимо отметить, что промышленное автогенное оборудование можно использовать практически с любым горючим газом, но чаще всего используются эти два вида, как наиболее дешевые и удобные в применении. Для домашней бытовой сварки лучше всего использовать пропан/бутан. Его легче купить и он менее опасный в применении.
С ацетиленом работать сложнее, необходимы определенные навыки и знание особенностей газа. При проникновении ацетилена в кислородные шланги и, наоборот, при поступлении кислорода в емкость с ацетиленом возникает серьезная угроза мощного взрыва. Для предотвращения такой опасности ацетиленовые горелки оборудуются возвратными клапанами, а генераторы газа, о которых будет сказано ниже, водяными затворами. Но, все же, работа с ацетиленом требует определенных навыков и знания техники выполнения основных операций.
С целью соблюдения правил безопасности необходимо придерживаться определенных нормативных величин давления газов — в заправленном ацетиленовом баллоне давление должно быть 1,6 МРа, на горелке — 0,1 МРа, но не более 0,15 МРа. Давление кислорода в баллоне — не более 15МРа, на горелку идет не более 1,5МРа.
Гайка крепления кислородного шланга к баллону — с правой резьбой и на редукторе, и на горелке, а гайки шланга ацетиленового баллона — с левой резьбой и имеют риски (метки) на гранях. Сделаны разнонаправленные резьбы, чтобы не перепутать шланги местами. Смесь горючего газа с кислородом весьма взрывоопасна, поэтому подходить к сборке и работе с автогеном необходимо с полной ответственностью.
Оглавление
Процесс сварки автогеном
Автогенная сварка без присадочного прутка или проволоки невозможна. В этом случае происходит только прожигание металла и его резка на отдельные фрагменты. Смешиваясь в горелке, ацетилен и кислород сгорают и выбрасываются из сопла с высокой скоростью. Струя газа достигает температуры более 3000 0С. Ее можно регулировать в определенных пределах путем добавления или снижения пропорций подающихся газов.
Сначала в горелку подается кислород, затем ацетилен или пропан и смесь поджигается. После появления устойчивого пламени, поворотом регулирующих вентилей устанавливается требуемая температура. Как правило, измерить ее сложно, поэтому уровень определяется по косвенным признакам — цвету пламени, звуку газового потока, интенсивности прогревания металла.
Как происходит процесс сваривания показано на картинке:

Сначала свариваемые детали устанавливаются в нужном положении, затем их кромки разогреваются до белого цвета и уже потом в пламя горелки вносится присадочный пруток. Он расплавляется и заливает шов между деталями.Купить присадочный пруток марки LNG (I, II, IIIили IV) и другие модификации, а также сварочную проволоку для автогенной сварки можно в любом магазине сварочного оборудования.
Сварка автогеном по своей технике довольно сложный процесс и браться за сваривание ответственных деталей без подготовки не следует. Лучше всего потренироваться на обрезках труб, швеллеров и другого профильного проката, чтобы набраться опыта и освоить практические приемы работы.
Конечно, и кислород, и ацетилен или пропан стоят денег, поэтому расходовать их зря не стоит. Но и сварка автогеном без опыта такой работы может привести к таким же, а то и более ощутимым убыткам.
Сварочный автогенный генератор
Газ ацетилен, необходимый для сварки, купить можно в баллонах белого цвета. В большом городе это не проблема, хуже обстоит автогенное дело в небольших городках и сельской местности — там с заправкой ацетиленом довольно сложно, если вблизи нет крупных промышленных предприятий. Выручить может автономный генератор ацетилена, который специально создан для выработки этого газа и подачи его на горелку.
Внутри генератора происходит реакция между карбидом кальция и водой, в результате которой и получается ацетилен. Кроме сварки, этот газ можно использовать и для других нужд — подключения газовых светильников, производства уксусной кислоты, выработки этанола и т.д. Но этими операциями ни в частных гаражах, ни в промышленных мастерских никто не занимается — генератор используется исключительно для сварочных работ.
Устройство генератора показано на схеме:
Промышленность производит различные виды генераторов, отличающиеся производительностью и максимальным давлением вырабатываемого газа:
- Низкого давления — до 0,01 МПа;
- Среднего — до 0,15 МПа.
Мобильные генераторы могут производить до 3 м3 газа в час. Среди всех модификаций газогенераторов, сварочный аппарат на базе АСП-10 — самый удобный, безопасный и, вследствие этого, популярный и у производителей, и у домашних мастеров. Он обеспечивает выработку газа в объеме до 1,5 м3 под давлением до 0,15 МПа. При этом работает в автоматическом режиме — реакция газообразования регулируется вытеснением воды из рабочей зоны при увеличении давления газа внутри.
Автоген своими руками
Собрать автоген своими руками может каждый умелец, знакомый с основами сварочного дела. Но только в том случае, если в наличии есть генератор заводского производства или баллон с горючим газом, кислородный баллон, манометры и шланги. Также необходимо купить автогенную горелку и присадочные прутки.
Изготавливать газовый генератор своими руками крайне опасно — смесь ацетилена и воздуха представляет собой гремучую смесь, поведение которой не всегда прогнозируемо. Бытующие на просторах интернета схемы и чертежи самодельных генераторов ацетилена, базирующиеся на медицинских капельницах или оросителях от садовых шлангов, может и работоспособны, но проверять не рекомендуется — взрыв газового баллона по поражающей способности равен средней авиабомбе.
Мини автоген
Для пайки можно сделать установку, вместо ацетилена использующую гидролизный водород. Это маленькая компактная газосварка, где в качестве газопроводных шлангов используются силиконовые трубки, а роль горелки выполняет игла от шприца (возможны варианты). Схем таких аппаратов в интернете тоже достаточно, но использовать можно только те, где предусмотрен водяной затвор на выходных патрубках. Смесь водорода и кислорода не случайно называется гремучим газом.
Но купить можно и промышленный мини-автоген, все составные части которого помещаются в небольшой кейс. В набор входят два маленьких баллона, резак, тонкие шланги и манометры. Работать с таким оборудованием можно с металлами толщиной от 0,1 до 300 мм. Конечно, запас автономности у него небольшой, но зато такой аппарат отличается высочайшей мобильностью и, конечно же, безопасностью.
Предлагаем нашим читателям поделиться собственным опытом работы с автогенной сваркой, особенностями ее использования для разных металлов в различных ситуациях. Возможности автогена до сих пор полностью неизученные — самые интересные письма мы непременно опубликуем на сайте.






