Принцип работы и характеристики долбежных станков

Долбление является одной из трех разновидностей операций строгания, а долбежные станки по металлу — это один из вариантов строгального оборудования с вертикальным ходом рабочего инструмента. Строгание выполняется резцом, совершающим возвратно-поступательные движения и снимающим за каждый рабочий ход заданный слой металла. По сравнению с другими методами механообработки этот вид резания отличается высокой производительностью, простотой оборудования и невысокой стоимостью инструмента. Резцы, применяемые для строгальных работ, подобны токарным, т. к. выполняют примерно ту же работу, только с другим главным движением. Долбежные станки также называют вертикально-строгальными, поскольку в них инструмент совершает движения по вертикальной оси: вниз — рабочий ход со срезанием металла, вверх — холостой. По сравнению с другим строгальным оборудованием долбежные станки более компактны и занимают меньше места в цеху. Во многих случаях добиться жесткого крепления детали на них значительно проще, поэтому их чаще всего применяют для выборки в металле окон, фасонных контуров и сложных пазов. Основные технологические параметры такого оборудования — это длина хода вертикального ползуна (долбяка), а также размеры и пределы перемещения рабочего стола.
Оглавление
Особенности долбежных работ
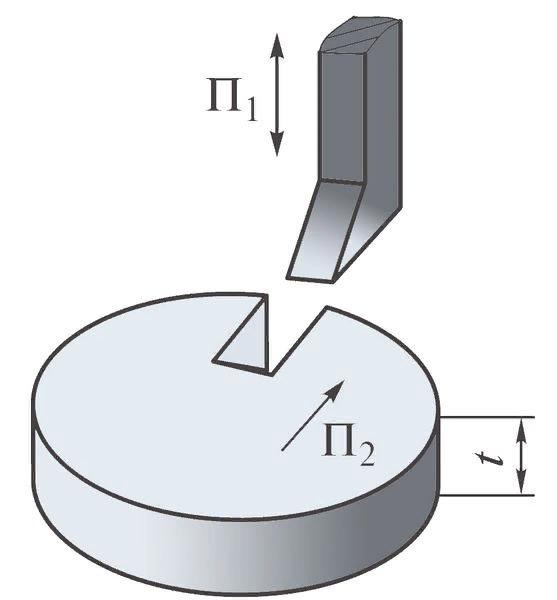
При долбежных работах по металлу резец совершает рабочее перемещение по вертикальной оси (см. движение П1 на рис. ниже). При движении вниз он срезает заданный припуск, а при движении вверх просто скользит по металлу, возвращаясь в исходное положение. Расстояние от верхней до нижней точки его перемещения называется длиной хода. Эта величина должна быть больше глубины обрабатываемого металла (на рис. t) на величину технологического перебега. У долбежного станка позиционирование детали выполняется рабочим столом. Он должен перемещать ее навстречу режущей кромке резца на толщину срезаемого металла (см. движение П2 на рис. ниже) после выхода инструмента в верхнее положение. Но обычно долбежные станки оснащены столами с точным позиционированием по поперечной и круговой оси. Это позволяет выбирать в металле не только канавки и пазы, но и широкие выемки, а также такие профильные поверхности, как зубья для шестерен.
В общем виде рабочий цикл долбежного станка выглядит следующим образом:
- Точное позиционирование кромки металла детали относительно режущей кромки резца.
- Вывод долбежного инструмента в верхнюю точку.
- Рабочий ход вниз со съемом заданного припуска и выходом в нижнюю точку.
- Холостой ход с возвращением в верхнюю точку (режущая кромка просто скользит по поверхности металла).
- Подача детали в сторону резца на толщину припуска.
- Циклическое повторение пунктов 2–5 до достижения требуемого размера.
Резцы для долбежных работ по своей конструкции аналогичны токарным. Их основные разновидности: проходные, прорезные, фасонные и шпоночные. Режущая часть современных резцов — это напайные пластины из быстрореза или твердых сплавов, а их корпуса изготавливают из инструментальных сталей.

Устройство и принцип работы долбежного станка
По внешнему виду долбежный станок похож на традиционный вертикально-фрезерный. Его опорным элементом является станина с вертикальной колонной (см. рис. ниже), представляющая собой сварную конструкцию из толстого металла с внутренними ребрами жесткости и нишами для размещения механизмов и электроаппаратуры. На верхней плоскости станины смонтированы направляющие из закаленного металла, по которым перемещается каретка с поворотным столом. На лицевой части колонны также находятся направляющие из упрочненного и отшлифованного металла, по которым вверх и вниз движется ползун (долбяк). На его нижнем торце установлен резцедержатель, в который крепится долбежный инструмент. На боковых поверхностях станины и колонны находятся лючки и дверцы для обслуживания устройств и агрегатов долбежного станка, а также рычаги и рукоятки для управления его механизмами. Круглый стол с Т-образными пазами расположен на массивной плите из металла. Внутри нее находится поворотный механизм, с помощью которого стол позиционируется по круговой оси. Плита перемещается вдоль продольной оси по направляющим на верхней части каретки, которая также может передвигаться, но уже в поперечном направлении.

Наличие трех осей позиционирования (двух линейных и одной круговой) дает возможность за одну установку поочередно выполнять долбление нескольких разных поверхностей, срезая металл под разными углами и на разные глубины. Рабочий цикл долбежного станка выглядит так:
- Деталь устанавливается и крепится на рабочем столе с использованием Т-образных пазов.
- Кромка металла обрабатываемой поверхности с помощью ручных маховичков выставляется в исходную позицию относительно резца.
- Запускается ход долбяка, который при проходе вниз срезает заданный слой металла.
- После возврата ползуна в верхнюю точку деталь сдвигается по одной из осей с помощью механической подачи на величину заданного припуска.
- Далее долбежный процесс повторяется вплоть до достижения требуемой глубины срезанного металла.
Однотипные детали из металла на долбежных станках можно обрабатывать пакетами, при этом в качестве шаблона, как правило, используется уже готовая деталь с проверенными размерами (см. рис. ниже). Синхронизация работы ползуна и подач по осям на долбежных станках обычно осуществляется с помощью механических или электромеханических устройств.
Важные характеристики при выборе оборудования
К основным технологическим параметрам долбежных станков относятся габариты рабочего пространства и усилие резания металла. Помимо этого, одни и те же модели могут отличаться вариантом системы управления (индикация, предустановка позиции, c ЧПУ) и дополнительным оборудованием (приспособления для подачи заготовок, быстрозажимная оснастка, механизмы стружкоудаления и пр.). Но все же при выборе долбежного станка в первую очередь необходимо анализировать следующие технические характеристики:
- Величина хода ползуна. Этот показатель определяет максимальную глубину обработки детали.
- Размер рабочей поверхности стола. От него зависят предельные габариты детали для данной модели долбежного станка.
- Скорость перемещения ползуна. Обычно измеряется в м/мин, но у некоторых моделей указывается в двойных ходах в минуту. От этого параметра (в сочетании со следующим) зависит скорость резания металла и, соответственно, производительность станка.
- Максимальное усилие резания. Измеряется в килоньютонах и напрямую определяет производительность оборудования, особенно при резании металла на больших подачах при черновой обработке.
Кроме технологических, важными являются и эксплуатационные показатели. В первую очередь к ним относятся потребляемая мощность, конструкция систем смазки и вид главного привода (электрический или гидравлический).
Популярные модели станков
Среди долбежного оборудования наибольшей популярностью пользуются станки небольших и средних размеров, которые обычно используются на ремонтных предприятиях и при производстве небольших серий. К таким относятся модели 7А420 (см. видео выше) и 7403. У первой диаметр стола равен 500 мм, а у второй — 630 мм. Скорость хода долбяка у них одинаковая — от 3 до 38 м/мин. Оба станка имеют класс точности Н и достаточно просты в эксплуатации. Среди долбежных станков для обработки крупногабаритных деталей хорошая репутация у модели 7А410. Она имеет стол диаметром 1400 мм, ход ползуна с инструментом — 1000 мм и развивает усилие резания металла до 65 кН. Самые малогабаритные и, соответственно, самые недорогие станки — это 7А412. Диаметр стола у них равен 360 мм, а наибольший ход долбяка — 100 мм. Станок занимает совсем немного места, весит около тонны и потребляет мощность не более 1.5 кВт. Такое долбежное оборудование используют в ремонтных мастерских для прорезания канавок и шпоночных пазов.
Иногда пишут, что для долбления после переточки можно использовать токарные отрезные и канавочные резцы. Если у вас есть опыт такой замены, поделитесь, пожалуйста, информацией в комментариях.






