Маркировки и особенности электродов ОЗС

Среди электродов общего назначения, используемых для сварки низкоуглеродистых и малолегированных сталей, одни из самых распространенных — это электроды марки ОЗС-12. Помимо них в группу ОЗС входит еще два десятка моделей, имеющих такое же рутиловое покрытие и относящихся к типам от Э42 до Э60. Нанесенное на стержень из сварочной проволоки рутиловое покрытие защищает сварной шов от шлаков и продуктов горения. Оно почти наполовину состоит из минерала рутила (природной двуокиси титана), остальная часть приходится на раскисляющие, стабилизирующие и прочие добавки, а также связующие компоненты.
Кроме рутилового покрытия, группа ОЗС имеет ряд других общих характеристик. Практически все они работают как на переменном, так и на постоянном сварочном токе, а их временное сопротивление разрыву лежит в диапазоне от 420 до 520 МПа на кв. мм (за исключением нескольких специализированных моделей). Также можно отметить, что большинство электродов этой группы не предназначено для вертикальной сварки с ориентацией сверху вниз, хотя есть и исключения (к примеру, электроды марки ОЗС-3 можно использовать только в нижнем положении).
Оглавление
Маркировки электродов ОЗС
Порядок кодировки отдельных марок электродов для ручной электродуговой сварки регламентируется ГОСТ 9467–75, и электроды ОЗС в данном случае не являются исключением. Кодовая маркировка состоит из двух строк, расположенных в виде дроби. В верхней указывают обозначение типа по физическим качествам сварного соединения, марку, размерные характеристики и назначение. А в нижней — различные сварочно-технические и технологические параметры. К примеру, обозначение электродов марки ОЗС-4 выглядит так:
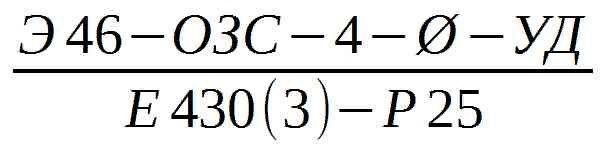
Рисунок 2 — Обозначение электродов марки ОЗС-4Здесь Э46 обозначает, что металл шва или наплавки имеет прочность на разрыв около 460 МПа. Далее следуют другие нормированные физические характеристики:
- ОЗС-4 — название марки изделия;
- Ø — диаметр маркирован отдельно (в этой позиции может также стоять значение в мм);
- У — предназначен для сварки низкоуглеродистых и малолегированных сталей;
- Д — код толщины покрытия, выраженный частным от деления диаметра обмазки к диаметру стержня (четыре диапазона значений); тип Д является толстым покрытием с величиной этого отношения 1,45÷1,8.

Во второй строке содержатся следующие кодировки:
- E (латинская) — международный код для плавящихся электродов с покрытием;
- 430(3) — индекс для определения по ГОСТовским таблицам предельных характеристик шовного металла;
- Р — тип покрытия (в данном случае рутиловое);
- 2 — код разрешенной ориентации при сварке, данная цифра означает «все, кроме вертикального сверху вниз»;
- 5 — использование на постоянном на токе прямой полярности.
Данная система обозначений применяется только по отношению к электродам, которые используют для сталей. Модели, применяемые при сварке цветных металлов и их сплавов, имеют другой порядок маркировки.
Технические характеристики электродов ОЗС
При оценке технических возможностей группы ОЗС пользуются показателями, которые являются традиционными для всех сварочных технологий. В первую очередь это вид и диапазон сварочного тока, допустимые пространственная ориентация, физические показатели шовного металла, производительность, расход и т. п. К особенностям группы также можно отнести высокую гигроскопичность рутилового покрытия, что требует обязательного прокаливания перед началом сварочного процесса. В таблице ниже приведены технические параметры нескольких популярных электродов этой группы.
| Технические характеристики / Марка | ОЗС-3 | ОЗС-4 | ОЗС-12 |
|---|---|---|---|
| Пространственное положение | Нижнее | Все, кроме верт. сверху вниз | Все |
| Вид напряжения | перем./ пост.+ | перем./ пост.+ | перем./ пост.+ |
| Тип по ГОСТ | Э46 | Э46 | Э46 |
| Ток (для Ø 3 мм) (А) | 150÷210 | 70÷120 | 70÷130 |
| Диаметры (мм) | 3,0; 4,0; 5,0 | 3,0; 4,0; 5,0 | 2,0; 2,5; 3,0; 4,0; 5,0 |
| Кол-во в 1 кг (для Ø 3 мм) (шт.) | 20 | 38 | 36 |
| Производительность наплавки (кг/ч) | 3.3 | 1.4 | 1.2 |
| Расход на 1 кг наплавки (кг) | 1.3 | 1.6 | 1.7 |
| Покрытие | рутил | рутил | рутил |
| Температура и время прокалки (º/час.) | 150÷170/1,0 | 120÷160/1,0 | 150÷180/0,5 |
| Технологические особенности | Сварка короткой и сверхкороткой дугой | Возм. сварка удлиненной дугой. | Возм. сварка удлиненной дугой. |
Необходимо отметить, что один из ведущих производителей этой продукции «Спецэлектрод» прямо указывает, что более новым и лучшим по характеристикам аналогом электродов марки ОЗС-4 является ОЗС-12.
Преимущества и недостатки
При использовании электродов ОЗС в соответствии с их назначением (т. е. для сварки низкоуглеродистых и малолегированных сталей) и с соблюдением предъявляемых технических требований они демонстрируют ряд преимуществ перед изделиями с другими типами покрытий:

- практически полное отсутствие пористости металла сварочного шва (вне зависимости от длины дуги);
- вероятность образования горячих трещин ниже, чем у марок с кислотным покрытием;
- незначительное количество шлаковой корки и ее легкое отделение;
- минимальное разбрызгивание металла;
- покрытие почти не содержит вредных веществ, воздействующих на сварщика.
Электроды ОЗС отлично справляются с работой по ржавчине, грунтовке и даже остаткам краски. Кроме того, возможно ведение сварочных работ на влажных поверхностях. При этом сварочная дуга обладает уверенным поджигом, стабильностью и легкой возобновляемостью.
Ограниченную область применения ОЗС нельзя отнести к их изъянам, ведь они изначально создавались только для работы с определенными видами сталей. А вот реальными недостатками этой группы электродов можно назвать гигроскопичность материала оболочки и зависимость их свойств от влажности. Обязательное прокаливание перед использованием ограничивает сферу их применения, так как его не всегда возможно сделать. Это дополнительная технологическая операция, причем достаточно длительная.
Область применения
Помимо сварки различных конструкций из профильного и листового металлопроката из углеродистых и низколегированных сталей, электроды ОЗС применяют при ремонте различных трубопроводов, особенно когда невозможно осушить их внутреннюю поверхность. Еще одна широко применяемая функция этих электродов — сварка потолочных швов. Кроме того, как уже говорилось, они незаменимы при работе по корродированным и загрязненным поверхностям.
Электроды ОЗС-12 толщиной 2÷2.5 мм имеют довольно низкий рабочий ток (до 30–50 А) и поэтому вполне могут использоваться со сварочными аппаратами, запитанными от бытовой электросети. Единственная проблема в этом случае связана с их прокаливанием (или хотя бы сушкой). Если у кого-нибудь есть ответ на этот вопрос, поделитесь, пожалуйста, в комментариях к этой статье.

 (2 оценок, среднее: 4,50 из 5)
(2 оценок, среднее: 4,50 из 5)




