Подробно о фальцеосадочных станках

Осадка фальца — завершающая стадия изготовления деталей воздуховодов, необходимая для силового замыкания частей фальцевого замка, выполненного при прокатке стальной полосы. Для получения такого соединения, в частности, на объемных воздуховодах круглого поперечного сечения, необходим фальцеосадочный станок.
Оглавление
Технология и оборудование для осадки фальца
При фальцевых соединениях плоских деталей жесткое уплотнение стыка, в принципе, необязательно. Например, на кровельных картинах достаточно лишь, чтобы влага не проникала внутрь стальных полос (тем более, изготавливаемых с разными видами антикоррозионных покрытия). Иное дело — с пространственными воздуховодами. Неплотности в них не только увеличивают сопротивление току воздуха (что повышает энергопотребление вентиляторов), но и приводят к опасности подсоса газов, особенно — если они являются продуктами сгорания. Поэтому герметизация должна быть максимальной, и достигается это путем пластического деформирования стенок фальцев.
При осадке фальца происходит следующее. Стенки будущего соединения укладываются с зазором по смежным деталям воздуховода. После этого элемент фиксируется, и специальными роликами обжимается вдоль стыка, вплоть до частичного расплющивания металла в зоне контакта. Поскольку деформация не носит точечного характера, а последовательно распределяется вдоль всего стыка, усилия при осадке фальцев невелики, что предопределяет компактность соответствующих механизмов.
Конструктивно фальцеосадочная машина может предусматривать механизированную, либо ручную осадку фальца, причем механизируется поворот обрабатываемой заготовки и перемещение обжимной головки вдоль стыка. Однако, вследствие применения тонколистовых высокопластичных металлов — низкоуглеродистых сталей и жести — мощность приводного двигателя используется не более чем на 40%.
Выпускаются напольные и настенные исполнения рассматриваемого оборудования. Отличие заключается в том, что напольный фальцеосадочный станок имеет Г-образную стойку, на которой монтируются все остальные его части, а в настенном варианте станок снабжается навесным кронштейном.
В большинстве случаев, когда ставится задача по изготовлению станка своими руками, ориентируются на ручные конструкции: они проще в изготовлении и безопаснее при эксплуатации.
Таким образом, свой станок для осадки фальца лучше изготавливать с ручным приводом, тем более, что предлагаемая конструкция легко может быть переделана и под электромеханический вариант.
Технические характеристики станка
Чертежи большинства моделей аналогичного оборудования ориентируются на следующие эксплуатационные показатели:
- Предел прочности исходного материала. МПа, не более — 400.
- Толщина заготовки, мм — до 0,6…0,8.
- Длина соединения, мм — до 1000…1200.
- Усилие осадки, кН, — не выше 630.
- Максимальный диаметр заготовки, мм — 60…80.
Фальцеосадочный станок работает так. Регулирующая планка, на которой находится опорный кронштейн, выставляется по размеру воздуховода, и закрепляется на стойке. С этой целью в стойке и планке выполняются соосные отверстия, причем их количество должно соответствовать номенклатуре воздуховодов, которые подлежат фальцовке. На опорный кронштейн, стыкуемой частью вверх, помещается фальцуемое изделие, после чего закрепляется винтовым прижимом.
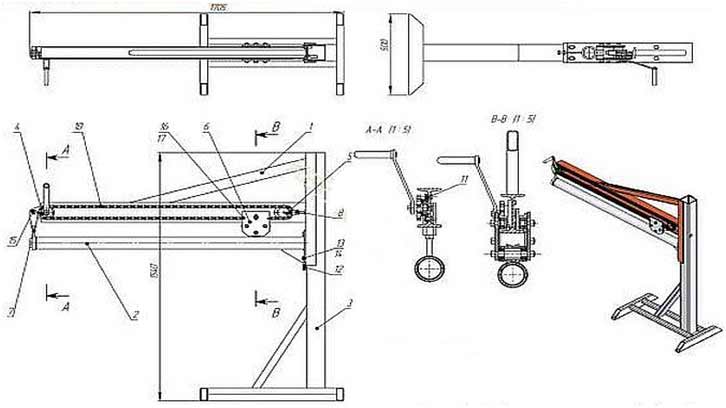
Основные части напольного фальцеосадочного станка с ручным приводом:
1- Раскос. 2 — Опорный кронштейн. 3 — Стойка с горизонтальной опорой. 4 — Прижимная головка. 5,7 — Звездочки. 6 — Осадочная головка. 7,10 — Поворотные рукоятки. 8 — Фиксирующий штифт. 9 — Цепная передача. 11 — Винтовой прижим. 12 — Регулирующая планка.
Вращением рукоятки цепной передачи осадочная головка подводится к отдаленному торцу заготовки, и там регулируется по величине хода пуансона. Регулировка выполняется последовательным приближением рабочего инструмента, результат осадки оценивается визуально. После удовлетворительного результата (осаженная часть стыка неподвижна при приложении внешнего сдвигающего усилия) вращают рукоятку и цепным механизмом перемещает осадочную головку вдоль стыка. Отводя винтовой прижим вверх, освобождают завальцованное изделие и снимают его с опорного кронштейна.
Особенности изготовления
Фальцеосадочный станок в рассмотренном варианте можно легко переделать и под настенное исполнение. Для этого вверху и внизу стойки выполняют крепежные отверстия под навесной кронштейн, а опору с раскосами убирают. Станок получится более компактным. Опытные пользователи советуют изготавливать станок своими руками и под напольный, и под настенный вариант, в зависимости от условий его дальнейшего применения.
Опорные конструкции сваривают из профильных труб, для опорного кронштейна используют трубу из нержавеющей стали необходимого диаметра, а цепную передачу со звездочками лучше приобрести в готовой комплектации. Допустимо и целесообразно использовать винтовые прижимные механизмы от слесарных тисков. При широкой номенклатуре воздуховодов изготавливаются несколько прижимных пуансонов с однотипной посадочной частью. Их материалом можно принять сталь У8А, закаленную до HRC 54…56, но можно использовать и высокоуглеродистую сталь типа 60С2. Поскольку станок может использоваться и вне помещения, то все его опорные элементы стоит окрасить атмосферостойкой порошковой краской.






