Правила выбора электродов для работы инвертором

Инверторы значительно расширили возможности сварщика. Такие аппараты, в зависимости от функций, могут варить различные марки сталей и нержавейку, а также практически любой цветной металл. Но такой универсализм возможен только с использованием дополнительных материалов, в том числе и расходников.
Какие электроды выбрать для сварки инвертором в различных режимах и что нужно учитывать, подбирая те или иные расходные материалы для работы с таким оборудованием? Обо всем вы узнаете далее в нашей статье.
Оглавление
Основные типы электродов
Эти материалы принято делить на два основных типа: плавящиеся и неплавящиеся.
Первый вариант используется для большинства видов сварочных работ по соединению различных марок стали и некоторых цветных металлов и сплавов. Их принцип состоит в расплавлении стержня и обмазки вместе с материалом деталей во время сварки, чем и обеспечивается скрепление их между собой.
Неплавящийся тип электрода применяют при работе с аргонодуговым сварочным аппаратом. Основная задача такого стержня — направить дугу на металл и, путем плавки, сформировать соединение. Весь процесс при этом происходит, как правило, в защитной атмосфере из газа.
В свою очередь эти два основных типа расходников имеют большую классификацию, которая диктуется их назначением.
Подбор электродов нужного диаметра
Плавящиеся стержни для сварки инвертором нужно выбирать соответствующего диаметра, в зависимости от толщины свариваемого металла. Конечно, при небольших объемах работ и создания неответственных конструкций, можно использовать различные номера электродов для инвертора. Потребуется только подобрать соответствующие настройки прибора (например, снизит силу тока). Но, в большинстве случаев, лучше всего выбрать нужный диаметр. Как это сделать?
Приблизительные параметры подборки диаметра электрода к толщине металла можно посмотреть в таблицах в интернете.
Электроды с номерами от шести и выше в большинстве случаев потребуют более высокой мощности, которую обычные бытовые инверторы, как правило, не обеспечивают.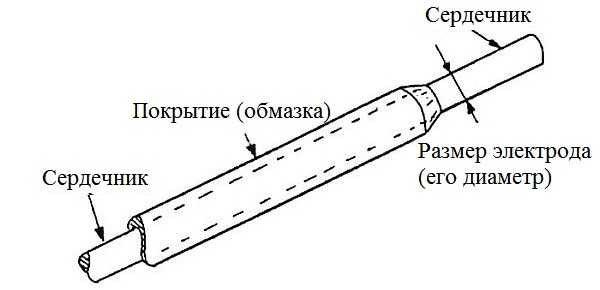
В среднем максимальная сила тока распространенных сварочных аппаратов инверторного типа находиться в пределах 220-250 Ампер.
Зачем подбирать стержень по диаметру? Главное в сварочном соединении — обеспечить качественный шов. Он зависит от степени проварки (то есть насколько глубоко и широко расплавился металл заготовок).
Малые диаметры расходников не смогут обеспечить достаточное количество расплавленного металла, а слишком толстые могут попросту прожечь заготовку.
Также слишком тонкие стержни не добавят в шов достаточное количество присадок, необходимых для образования прочного соединения, а их избыток, наоборот, может привести к нарушению химического состава и, как следствие, структуры крепления.
Однако, кроме диаметра, нужно подобрать расходник соответствующий свариваемому металлу.
Виды электродов по назначению
Электроды для сварочных работ инвертором выбирают в зависимости от материала, с которым приходится работать. Поэтому производятся расходники со своими назначениями. Какие электроды лучше для инвертора при работе с разными материалами?

- Электроды для сварки стали с углеродистым и нелегированным составом.
- Расходники для сварочных работ по термостойкой стали.
- Для сварки стали с легирующими добавками (подходят для нержавейки).
- Алюминиевые расходники для «крылатого» металла и сплавов с различным составом.
- Для сваривания меди и ее производных.
- Сварочные стержни для сварки по чугуну.
- Специальные расходники для ремонта и наплавки (используют для заварки трещин и прочих дефектов).
- Электроды предназначенные варить трудносвариваемые и неопределенные марки стали.
Отличаются такие расходники по металлу стержня и его составу, а также с различной обмазкой.
При электродуговой сварке инвертором стоит внимательно подходит к выбору электрода. Нельзя варить алюминий или медь расходниками, которые «специализируются» на стальных конструкциях. Это не даст положительного результата, а изделие будет испорчено.
Обмазки (покрытия) в свою очередь делятся на несколько классов.
- Основного.
- Рутилового.
- Целлюлозного.
- Кислого.
Разница в использовании их при различных режимах инвертора.
Электроды основного и целлюлозного класса обмазки выбирают при работе в режиме постоянного тока (пример — сварка нержавейки). Рутиловые расходники применяют как при постоянном, так и обратном токе. Они отлично поджигаются и имеют низкую степень разбрызгивания в процессе варки. Кислые обмазки, как и рутиловые, используются при работе с инверторным аппаратом с низким напряжением холостого хода.
Выбирая электроды в зависимости от покрытия также нужно руководствоваться маркой и видом металла.
Следует знать, что выбирая электроды для работы инвертором, нужно обращать внимание на их покрытие. Обмазка должна быть сухой, без следов сырости и плесени, а также целой.
Сварочные расходные материалы очень чувствительны к влажности. Их продают в герметичных упаковках, после раскрытия, которой они быстро отсыревают (в период 8-24 часов). Для их сушки используют метод прокалывания. Если использовать сырые электроды для сварки, то они будут прилипать к поверхности. Что значительно затруднит зажигание дуги и нормальный сварочный процесс.
Популярные марки
Если с назначением и классификацией основных типов расходников все понятно, то какими электродами лучше варить инвертором, учитывая, что сегодня в предложении сотни различных их марок и производителей? И как определить требуемые стержни по маркировкам?
УОНИ 13/55
Для сварки углеродистой и малолегированной стали отлично подходят электроды с маркировкой УОНИ 13/55. Их производят с основным покрытием, что означает применение на инверторе с постоянным током. Эта марка расходных материалов позволяет создавать прочные сварные швы, устойчивые к различным механическим нагрузкам.
Режимы инвертора с использованием электродов УОНИ следующий.
- Постоянный ток.
- Обратная полярность (кабель держателя ставят на плюс, а массу — на минус).
- Холостой ход минимум 65 В.
Однако есть и недостатки в такой марки. Во-первых, высокие требования к подготовке свариваемых поверхностей, а во-вторых — аппарат должен обладать высоким напряжением холостого режима (от 65 вольт).
МР-3
Это электроды с рутиловыми обмазками. Как было сказано выше, они подходят для инверторов как с переменным, так и постоянным током. Применяются при сваривании углеродистой и низколегированной стали. Преимуществом таких электродов является стабильность дуги даже при недостаточных настройках инвертора. Также, в отличие от предыдущей марки, эти расходники прекрасно варят металл неподготовленным. Ржавчина или влага не помешают создать качественный шов.
Режим инвертора при работе с МР-3 выставляют на обратную полярность.
ОЗА-1, ОЗАНА, ОЗАНА-2, ОЗР, ОЗР-2
Эти различные марки расходных сварочных материалов используются при сваривании алюминия или сплавов.
При работе с «крылатым» металлом полярность выставляют прямую (то есть кабель держателя ставят на минус, а массу на плюс).
В большинстве случаев алюминий варят аргонодуговым способом, но, при отсутствии такого оборудования, с электродами этих марок получится сделать качественное соединение.
ОК 63.34
Такая марка производиться специально для сваривания нержавеющих сталей. Другие типы электродов при сварке инверторного типа не подходят, так как не получиться хорошо положить шов должного качества.
Ими осуществляют как горизонтальные, так и вертикальные виды соединений.
Режим инвертора может быть любой полярности, с постоянным или переменным током.
АНО 21
Эти электроды выбирают для сваривания инвертором тонкостенных конструкций из углеродистой стали. Подходят для варки труб или профиля. Настройки могут быть любой полярности, с переменным или постоянным током.
Импортные расходники
Также в продаже могут встречаться зарубежные марки электродов, у которых свое маркирование.
Наиболее распространенными расходниками является продукция шведской компании ЭСАБ. Все обозначения на их электродах начинается с букв ОК. Какие из них можно выбрать для работы с инвертором в домашней мастерской?
- ОК 46.00 — это аналог электрода МР-3, им можно варить на переменном и постоянном токе различные марки углеродистой и низколегированной стали.
- ОК 48.00 — используют для сваривания важных и несущих конструкций на постоянном токе.
- ОК 61.30 и ОК 63.20 — применяются для сваривания различных типов нержавеющей стали.
- ОК 92.60 — марка электродов, которая используется для сварочных работ по чугуну. Также такие стержни можно использовать для соединения стали с чугунными деталями.
- ОК 96.20 — аналоги электродов ОЗА-1, ОЗАНА, ОЗАНА-2 для работы с алюминием.
Учитывая все факторы, приведенные в этом материале, можно выделить основные пункты, по которым выбирают электроды для инвертора. Изначально их подбирают исходя из материалов, которые будут варить, далее нужно определить требуемое покрытие для режима сварки и только потом определяют нужный диаметр.
Также не стоит покупать электроды сомнительного происхождения, лучше всего брать известных производителей, хоть они и обойдутся дороже по стоимости. Качественный расходник обеспечивает половину прочного соединения.
А какие электроды используете Вы при работе с инверторным аппаратом? Поделитесь своим опытом по выбору расходников в блоке обсуждения к этой статье, Ваш опыт и мнение не заменит ни один теоретический материал.






