Настройка механизма подачи проволоки в полуавтомат

Сварочные полуавтоматы — удобный и распространенный вид сварочной техники. Производительность сварки полуавтоматом зависит от правильной регулировки всех его технологических параметров, в том числе и режима подачи сварочной проволоки. Эту функцию выполняет специальный механизм подачи проволоки для полуавтомата. Современные конструкции позволяют регулировать скорость в диапазоне 50-600 мм/с.
Конструктивные варианты
Исходными требованиями к рассматриваемому узлу является его универсальность, сравнительно быстрая переналаживаемость, возможность работы с проволокой различного диаметра, компактность и возможность управлять скоростью перемещения проволоки к зоне сварки.
Типовая конструкция данного узла включает в себя: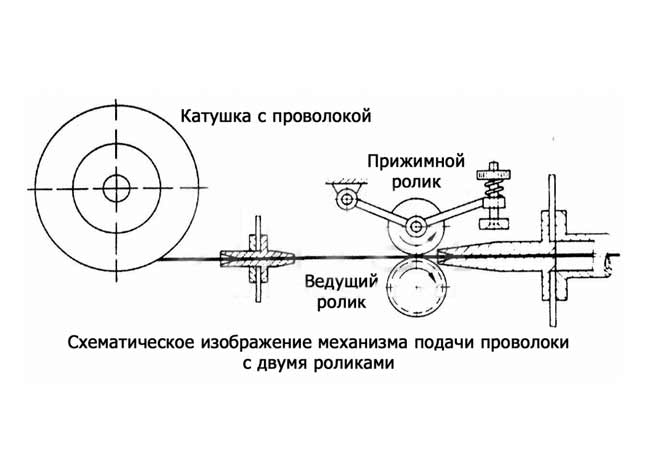
- Катушку, на которой устанавливается кассета с исходным материалом.
- Приводной асинхронный трехфазный двигатель переменного тока, который рассчитывается на работу со сравнительно небольшим рабочим напряжением (не выше 36 В).
- Многоступенчатый червячный редуктор, при помощи которого можно изменять скорость перемещения проволоки.
- Сменные зубчатые колеса, от которых получают вращение подающие ролики.
- Комплект подающих роликов, которые имеют возможность своего осевого регулирования под различный диаметр сварочной проволоки.
- Подающая втулка, которая, в зависимости от размещения узла, обеспечивает перемещение материала вне его корпуса.
- Опорная рама, на которой размещены все элементы данного узла. Рама может снабжаться транспортирующими колесиками.
- Блок предварительного натяжения проволоки (устанавливается до роликов).
Компоновка отдельных узлов, из которых состоит подача проволоки для полуавтомата, зависит от способа подачи проволоки. Она может быть тянущей, толкающей и смешанной.
Тянущий вариант предусматривается в том случае, когда мощности приводного электродвигателя недостаточно для того, чтобы протягивать проволоку роликами с максимально требуемой скоростью. Для этого механизм протягивания размещается в ручке сварочной горелки. Это хоть и утяжеляет саму горелку, но способствует более равномерной скорости перемещения, что особенно важно для обеспечения повышенного качества сварного шва и стабильности его габаритных размеров. Для того, чтобы рука сварщика не уставала, предусматривается специальная подставка. Вследствие этого такая конструкция менее распространена, поскольку рассчитана в основном на сварщиков-профессионалов.
При толкающем варианте все подвижные детали располагаются в корпусе самого узла, а точное направление обеспечивается соответствующей регулировкой направляющей втулки, которая располагается после приводных роликов. Такая компоновка требует, чтобы узел подачи располагался рядом с рабочим местом сварщика. В случае возникновения каких-либо проблем с данным механизмом сварка прервется, что неизбежно отразится на ее качестве. Поэтому толкающая подача более требовательна к надежности действия приводного электродвигателя.
Комбинированная подача, когда в узле имеется и толкающий, и тянущий приводы, наиболее безопасна: при возникновении проблем внутри корпуса перемещение продолжится автономным устройством, которое смонтировано в сварочной горелке. Тем не менее такая схема отличается наибольшей сложностью, а потому применяется вынужденно: например, при значительных расстояниях между полуавтоматом и механизмом подачи. Тянуще-толкающей подачей оснащаются наиболее мощные типоразмеры сварочных полуавтоматов.
Таким образом, выбор наиболее подходящей схемы механизма подачи сварочной проволоки для полуавтомата зависит от условий сварки и квалификации работающего.
Как производится настройка узла
Операции предварительной регулировки значительно облегчаются, если сварочный полуавтомат оснащен блоком электронного управления.
В этом случае изменение скорости перемещения сварочной проволоки может производиться при помощи так называемого пропорционального управления, когда интенсивность нажатия на управляющую кнопку замедляет или ускоряет вращение подающих роликов.
Происходит это следующим образом. Асинхронный двигатель может изменять скорость вращения ротора несколькими способами:
- Увеличением скольжения ротора. Способ имеет существенный недостаток — повышенные потери мощности с последующим перегревом двигателя. Поэтому он пригоден только при кратковременном режиме управления и с проволокой малых диаметров, когда усилие подачи значительно меньше, чем крутящий момент, который развивает электродвигатель;
- Включением в цепь ротора дополнительных резисторов, которые замедлят его вращение. В этом случае регулировка производится только ступенчато, а габаритные размеры устройства увеличиваются, что не всегда приемлемо;
- Изменением напряжения на статоре, которое выполняется специальным электронным регулятором напряжения. Такой способ наиболее современен — практически отсутствуют электрические потери, а двигатель не перегружается, но и стоимость механизма в этом случае будет наибольшей.
Пропорциональное управление, кроме того, позволяет включать регулятор напряжения постепенно. Из-за этого скорость роликов будет изменяться плавно, а тормозной момент от инерции подаваемого материала оказывается минимальным. Как следствие, прорыв проволоки практически исключается.
Кроме регулировки скорости вращения роликов, современные механизмы подачи сварочной проволоки позволяют управлять и иными параметрами. Например, усилием прижима проволоки роликами.
Плавность подачи обеспечивается за счет увеличения количества подающих роликов. Обычно их пять: два ролика (прижимные) располагаются вверху, а остальные (подающие) располагаются ниже оси подачи проволоки. Исходный зазор между верхними и нижними роликами должен быть равен толщине проволоки: только в этом случае фрикционный захват будет надежным. Однако сварочная проволока в большинстве случаев изготавливается из мягкой, малоуглеродистой стали, которая пластически деформируется, а омедненная проволока, кроме того, еще и уменьшает коэффициент трения. Поэтому перед первым включением устройства передний торец проволоки заостряют, и в таком состоянии вводят в зазор, после чего ролики сдвигают на расстояние, которое гарантированно обеспечит надежный прижим материала к рабочим поверхностям роликов.
Последним этапом регулировки является регулировка натяжения сварочной проволоки, разматываемой с кассеты. Она выполняется при помощи накидной гайки, которая предусматривается на корпусе механизма подачи.
В комплект рассмотренного узла входят также сменные пары зубчатых колес, при помощи которых производится переналадка механизма под другой диаметр проволоки.
Таким образом, наладка узла подачи выполняется в результате последовательной настройки скорости вращения ротора электродвигателя, усилия прижима роликов к материалу и изменения размеров подающих роликов.







