Виды и устройство плоскошлифовальных станков

Плоскошлифовальный станок – металлообрабатывающее оборудование, предназначенное для шлифования плоских поверхностей. Основное предназначение – финишная обработка изделий после термического воздействия, связанная с удалением побочных продуктов: окалины, наплывов, заусенцев. Профессиональные станки выполняют обработку с высокой точностью благодаря использованию числового программного управления.
Оглавление
Виды оборудования
Плоскошлифовальные станки различают по размерам:
- Настольные. Малогабаритные установки применяют для обработки маленьких деталей с относительно низкой точностью. Отличаются экономным энергопотреблением.
- Напольные. В станочных парках крупных предприятий еще можно встретить станки советского производства. Их производили на Липецком станкостроительном заводе в соответствии с требованиями ГОСТ 2789-73. Эксплуатация подобного оборудования затруднена ввиду отсутствия на рынке запасных частей, выпуск которых был прекращен в начале 90-х. Современные прецизионные плоскошлифовальные станки отличаются высокой производительностью при меньших габаритах.
Важным фактором, оказывающим влияние на метод воздействия, является расположение шпинделя, который может быть размещен как в вертикальном, так и в горизонтальном положении.
Передовые производители предлагают пользователям следующие модификации станков:
- С крестовыми столами. Широко используется в инструментальном производстве. Отдельные модели с неподвижной колонной оснащают направляющими с целью перемещения стола в продольной и поперечной плоскостях.
- С круглыми столами. Предназначены для обработки изделий круглой формы. Приводом вращения плоскости служит электрический двигатель.
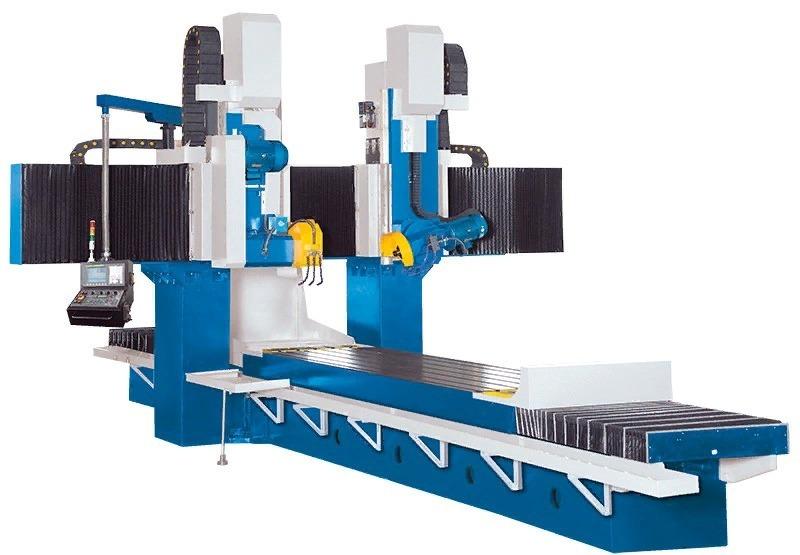
- Портальные. Эффективная конструкция, в которой реализована возможность продольного перемещения стола для обработки деталей с высокой точностью. Станки обладают внушительными размерами и высокой мощностью привода, что позволяет выполнять тяжелое шлифование изделий. Рабочий инструмент способен перемещаться в поперечной и вертикальной плоскостях.

- Консольные. Высокотехнологичное оборудование, отличающееся методами перемещения отдельных узлов. Стол перемещается с помощью гидравлического привода, а за поперечное направление отвечает траверса, приводимая в движение сервоприводами.
На рынке имеется множество типов плоскошлифовальных станков как с ручным управлением, так и полуавтоматы, с программируемыми контроллерами, которые обеспечивают высокую точность и качество шлифования.
Конструкция и особенности плоскошлифовальных станков
Устройство плоскошлифовальных станков не отличается высокой технологической сложностью. Рассмотрим конструкцию простейшего аппарата отечественного производства.
Станину и раму – несущие элементы агрегата – изготавливают методом литья. По бокам располагаются вертикальные направляющие. Вдоль них перемещается каретка со шлифовальной бабкой, которая движется по отдельным направляющим. Приводом может служить как гидравлический мотор, так и ручное усилие. Цель подобной компоновки – увеличение жесткости станка, что обеспечивает повышенную точность разных видов шлифования.
Винт-гайка качения способствует стабильной подаче станка. Для перемещения каретки в вертикальном направлении используют специальный автоматический прерывистый механизм, который монтируют на передней части станины. Возможны варианты ручного управления подачей. Для увеличения скорости движения используют механизм вертикального перемещения.
На станки высокого класса, которые способны производить шлифование с наивысшей точностью, устанавливают гидростатические направляющие.
Отдельные агрегаты оснащают двухскоростными электрическими двигателями, что расширяет круг технологических возможностей обработки.
Назначение и главные преимущества оборудования
Первые модели аппаратов были предназначены для чистовой обработки заготовок с плоской поверхностью. Позже стали выпускать вспомогательное оборудование, позволяющее шлифовать изделия фасонной формы. Современные станки оснащают улучшенными приспособлениями, что дает возможность работать с коническими деталями.

Основными преимуществами плоскошлифовальных станков являются:
- Высокая точность обработки. Перед выполнением работ оператор задает необходимые параметры шлифовки. При соблюдении всех технологических требований заготовка будет обработана с 10-м классом точности.
- Производительность. Современные станки способны выполнять работу в автоматическом режиме, что увеличивает производительность процесса.
- Простота обслуживания. Большинство агрегатов оснащено автоматической системой смазки, которая самостоятельно контролирует состояние узлов и механизмов вращения.
- Уровень безопасности. Защитные механизмы делают рабочий процесс максимально безопасным. Наладочные процедуры, предшествующие шлифовке, выявляют все возможные неисправности аппарата.
Перечень возможностей плоскошлифовального станка
Существуют два способа шлифовки:
- торцевой частью круга;
- периферией.
Торцевая шлифовка характеризуется малым пятном контакта между инструментом и рабочей поверхностью. Это приводит к повышению температуры в зоне обработки, что негативно влияет на качество результата ввиду снижения точности.

Для каждого способа существует несколько технологий обработки. С помощью торцевого метода можно выполнить следующие операции:
- Однопроходная шлифовка. Применяется на агрегатах с круглой формой стола. Вектор движения направлен вертикально вниз. Шлифовку выполняют за один проход круга. Таким образом, за один оборот плоскости снимают весь припуск. Для повышения точности работ необходимо использовать три головки – эту схему применяют на предприятиях массового производства.
- Многопроходная шлифовка. Характеризуется низкой скоростью перемещения обрабатываемой заготовки. Круг снимает припуск постепенно согласно заданным параметрам. Такой метод снижает температурное воздействие на зону контакта, что повышает точность работ.
- Двухсторонний способ. Разновидность многопроходного метода, главной особенностью которого является синхронная обработка двух торцов заготовки.
Работа периферийной частью считается щадящим воздействием на поверхность по сравнению с вышеописанными методами. Расположение инструмента ограничивает круг обрабатываемых материалов: невозможно выполнить качественную шлифовку деталей с высокой жесткостью. Кроме того, метод является менее производительными. Основные способы обработки периферией:
- Глубинный. Припуск снимается за несколько проходов с низкой скоростью продольной подачи. Основная нагрузка ложится на торцевую часть инструмента, что является причиной ускоренного износа. Величина припуска должна быть максимально допустимой.
- С врезной непрерывной подачей. Применяется для работы с заготовками сложной формы, плоскость которых ограничена буртами или длина заготовки сильно превосходит ее ширину. Данный способ характеризуется отсутствием поперечной подачи, что сказывается на качестве результата. В процессе шлифования круг изнашивается неравномерно и требует периодической правки. В противном случае поверхность будет обработана неравномерно.
- С поперечной прерывистой подачей. Метод позволяет шлифовать заготовки с наивысшим показателем точности вне зависимости от площади шлифования. Работы выполняются на аппарате с круглым столом и горизонтальным расположением шпинделя. Высокая точность достигается за счет специфики рабочего цикла: подача круга и поперечный реверс происходят одновременно.
Особенности выбора и главные критерии
Основными параметрами плоскошлифовального станка, на которые необходимо обратить внимание, являются:
- Габариты. Массивные агрегаты требуют много места, поэтому следует заранее определиться с предельными показателями длины и ширины. Если вы планируете обрабатывать детали незначительной величины, лучше приобрести компактную настольную модель.
- Мощность привода. От характеристик электрического двигателя напрямую зависит производительность работ.
- Расстояние между столом и осью шпинделя. От этого параметра зависит максимальная высота заготовки.
- Размер стола и величина его хода по осям. Это определяет длину и ширину обрабатываемой зоны.
- Тип управления. Аппараты с ручной подачей не отличаются высоким качеством обработки. Наличие числового программного управления с цифровой индикацией облегчает работу оператора.
Обзор и характеристики популярных моделей
Рассмотрим наиболее популярные модели, которые пользуются популярностью у российских потребителей:
- PBP-250 Proma. Станок предназначен для работы с заготовками, вес которых не превышает 200 кг. Низкий уровень потребления электроэнергии и достаточно высокая площадь стола делают аппарат оптимальным выбором для частных мастерских и средних металлообрабатывающих предприятий. Страна-производитель – Китай. Гарантийный срок эксплуатации составляет 3 года. Технические характеристики:

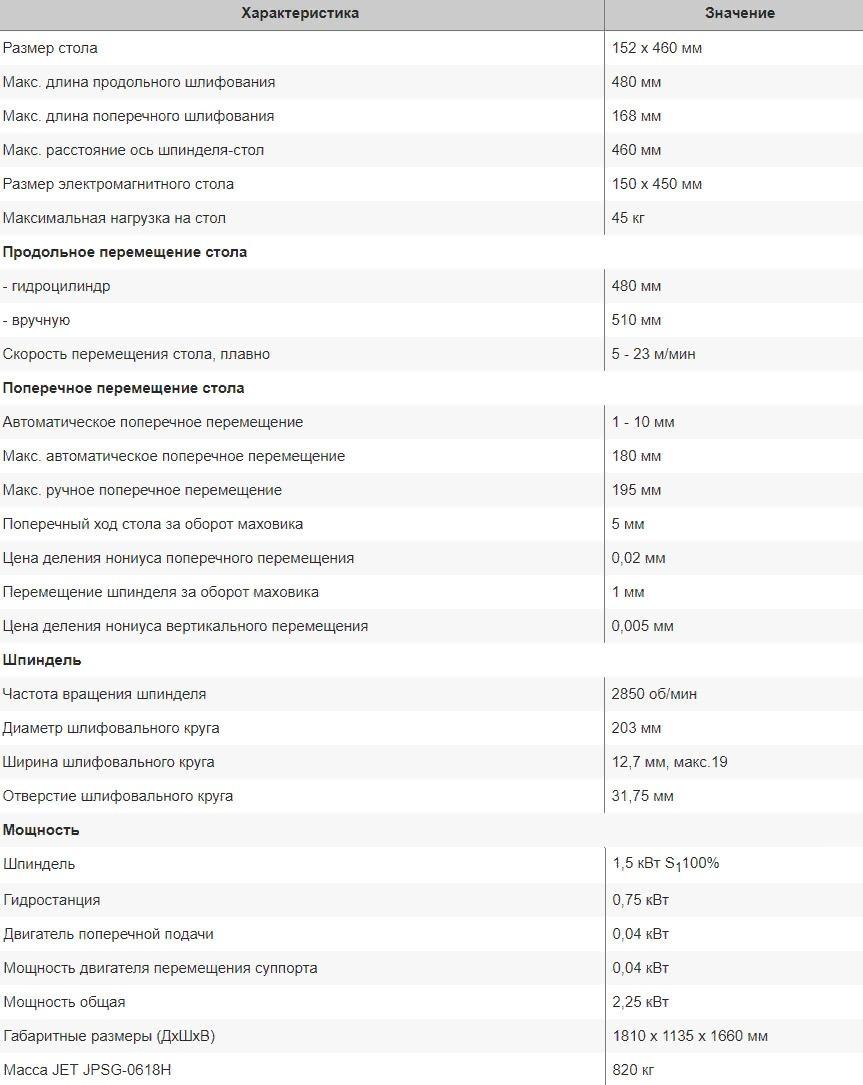
- JET JPSG-0618H. Еще один продукт китайской промышленности. Особенность – стол с электромагнитом, который способен плавно перемещаться со скоростью до 23 м/мин. Балансировочный стол и автоматическая система смазки делают станок очень популярным. Единственным недостатком является малое ограничение по весу заготовки – всего 45 кг. Технические характеристики:

- ЛШ-322. Надежный белорусский плоскошлифовальный станок отличается компактными размерами и небольшим весом. Роликовые направляющие и чугунная станина позволяют добиваться высокого качества шлифовки с погрешностью до 3 мкн. Максимальная масса детали – 40 кг. Технические характеристики:



Плоскошлифовальные станки позволяют получить идеально ровную поверхность без каких-либо дефектов. Среди токарей бытует мнение, что для домашнего использования лучше изготовить агрегат своими руками: точностью обработки можно пожертвовать за счет существенной экономии. А как считаете вы? Что лучше для дома: самоделка или компактный заводской станок? Поделитесь вашим мнением в блоке комментариев.






