Виды, параметры и маркировки подрезных резцов

Подрезной резец – инструмент режущего типа, который применяется для формирования поверхности будущей детали из заготовки на токарном оборудовании. Выпускаются такие изделия в ассортименте производителями из России и зарубежными. Отличаются конструктивными особенностями и материалом изготовления. В зависимости от марки металла заготовки и типа операции, которую необходимо выполнить, подбирается соответствующий вид инструмента.
Оглавление
Виды и назначение подрезных резцов
Назначение инструмента:
- снимать припуск на заготовках цилиндрической или конической формы;
- выполнять фаски;
- подрезать уступы под разными углами (прямым или острым);
- протачивать торцы;
- стачивать лишние элементы на заготовке.
Работы с таким инструментом осуществляют черновые, получистовые и чистовые. В процессе осуществления необходимой операции режущий инструмент устанавливается в токарный станок, в специально предназначенное для таких целей приспособление, и жестко крепится. В процессе перемещения он врезается рабочей частью на выбранную величину в металл и, деформируя, скалывает его в виде стружки. Подрезные резцы работают при поперечной или продольной подаче. Их различают, а следовательно, классифицируют в зависимости от следующих факторов:
- способа изготовления (цельные, составные);
- типа обработки (чистовая, черновая);
- направления подачи (правые, левые);
- конструкции (прямой, отогнутый, упорный).
Цельные изделия изготавливаются из одной марки металла, составные – из разных марок сталей. Это исходит от требований, которые предъявляются к составляющим подрезного резца. Державка должна быть изготовлена из прочного и износостойкого металла, хорошо противостоящего ударам. Рабочая головка изготавливается из материала, обладающего такими же свойствами, но к ним добавляется еще одно требование: материал не должен нагреваться в процессе осуществления стачивания.
Подрезной резец в зависимости от конструкции может обеспечить выполнение работ с разной степенью чистоты и шероховатости, что и сказывается на типе обработки. В некоторых случаях первоначально выполняют черновую обработку заготовки. Затем меняют режущий инструмент и им выполняют чистовую обработку.
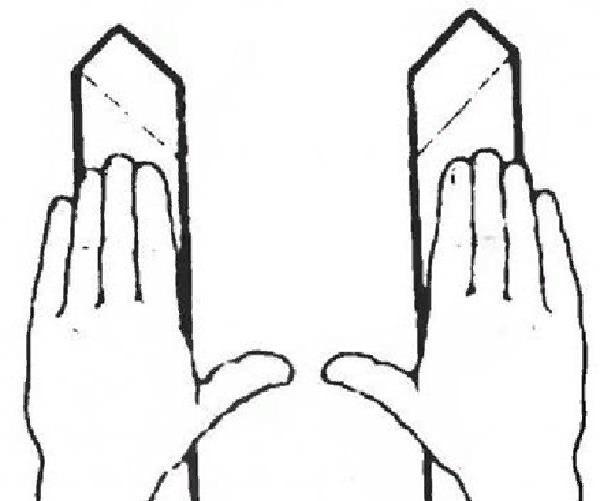
Определяют направление подачи таким образом: прикладывают ладонь к инструменту и смотрят на направление большого пальца. На рисунке наглядно показан способ определения проходного резца по направлению подачи:
В конструкции резца подрезного прямого режущие кромки расположены параллельно стержню для закрепления (державке). У инструмента подрезного отогнутого они наклонены в одну из сторон оси (влево или вправо). У изделия упорного типа кромки режущие расположены под углом, который чаще всего не превышает 100°.
Лучшими производителями изделий являются компании из Герамании G.I. (Kraft), Чехии (Proma); Швейцарии (Zenitech).
Геометрические параметры
Конструктивно изделие состоит из режущей части (ее называют головкой) и стержня (тела), с помощью которого закрепляют инструмент на токарном станке. Эту часть называют державкой. С помощью рабочей головки формируют необходимые плоскости в заготовке, изготовленной из черных и цветных металлов. В ней различают такие конструктивные элементы:
- вершину;
- поверхности: главную, переднюю и заднюю;
- кромки главные и вспомогательные.
Различают и углы заострения. Инструмент различается типом, способом изготовления, геометрическими размерами державки, длиной всего изделия.

Используемые маркировки
Качество покупных подрезных резцов должно соответствовать требованиям, указанным в ГОСТ 18871-73, 18880-73, 28980-91, 29132-91 и технических условиях компаний-производителей, если они изготавливаются по такому документу. В этих нормативах указаны конструктивные особенности изделий, различия по геометрии и размерам.
Маркировка подрезных резцов зависит от их типа. В таблице указаны особенности маркировки
| Тип токарных подрезных резцов | Составляющие обозначения | Пример условного обозначения и его расшифровка |
|---|---|---|
| Торцовые с пластинами из быстрорежущей стали | Тип по направлению подачи с учетом сечения, длины и ГОСТ | Резец 2112-0038 ГОСТ 18871-73, где: 2112-0038 – резец левый c сечением державки 32х20 мм и длиной 170 мм, выпускаемый по ГОСТ 18871-73 |
| Отогнутые с пластинами из твердого сплава | Тип по направлению подачи, сечение, материл пластины и ГОСТ | Резец 2112-0007 ВК6 ГОСТ 18880-73, где: 2112-0007 – резец правый с сечением державки 25х16 мм с пластиной из материала ВК5, выпускаемый по ГОСТ 18880-73 |
| Со сменными режущими пластинами из сверхтвердых материалов | Тип по направлению подачи с учетом сечения, длины и ГОСТ | Резец 2110-2395 ГОСТ 28980-91, где: 2110-2395 – резец правый с сечением 32х32, с длиной режущей части не более 25 мм, с режущей пластиной SNUN-050304, выпускаемый по ГОСТ 28890-91 |
| Проходные со сменными многогранными пластинами | Условное обозначение по ГОСТ 26476-85 |
Особенности и преимущества подрезных резцов с пластинами
Изделия с пластинами из твердых сплавов являются наиболее востребованными. Наличие пластин, выполненных из специальных сталей (быстрорежущих или с кобальтом в составе), делает изделие износостойким, продлевает срок его эксплуатации, а кроме того, удешевляет его производство. Пластины для таких подрезных резцов изготавливают из сплавов Т5К6, Т5К10 или быстрорежущих марок сталей, таких как Р9К5, Р9К5Ф2, для обработки заготовок из твердых и легированных марок сталей. Работы над заготовками из мягкого материала (железо, чугун и др.) выполняют резцами с пластинами, в состав которых входит помимо кобальта вольфрам (ВК6, ВК8, ВК10, ВК6В, ВК3М). Об этом указывается в паспортных данных и условном обозначении.

Выбор подрезного резца
Выбор необходимого типа режущего инструмента осуществляют с учетом марки обрабатываемого металла, особенностей конструкции будущей детали и характеристик по габаритам, шероховатости и чистоте поверхности. Все эти данные указываются на конструкторских чертежах детали. Процесс резания, как уже указывалось, происходит при помощи подачи продольной и поперечной, при этом необходимо помнить азы резания:
- черновая обработка выполняется на глубину не более 5,0 мм при поперечной подаче в пределах не более 0,7 мм за оборот;
- чистовую обработку выполняют на глубину не более 1,0 мм за один оборот при поперечной подаче не более 0,3 мм за оборот.
На видео представлен процесс резания на проход и с уступами подрезными резцами и рассказано об их конструктивных особенностях:
Просим тех, кто осуществлял резку разных марок металлов на токарных станках с помощью подрезного режущего инструмента, поделиться опытом и в комментариях рассказать о нюансах работы.






