Технология шлицевого протягивания отверстий

Шлицевая протяжка – разновидность многолезвийного режущего инструмента, используемого при изготовлении отверстий шлицевого типа в заготовках из разных марок металлов. Этот инструмент выполняет канавки прямые и винтовые в отверстиях заготовок с профилем плоского вида (прямобочным), треугольным и эвольвентного типа. Используя инструмент стандартизированный и изготовленный по специальному заказу, можно на станках, специально предназначенных для этих целей, выполнять шлицы и канавки, калибровать внутренние отверстия, обрабатывать стволы оружия и т. д.
Оглавление
Сущность и назначение процедуры протягивания
Протягивание шлицевыми протяжками – широко распространенный метод получения пазов разной конфигурации. Этот способ является высокоточным и высокопроизводительным при изготовлении шлицевых отверстий Ø до 420 мм, обеспечивая получение поверхности с классом точности от первого до третьего с шероховатостью 0,16÷2,5 мкм.
В протягивании отверстий участвуют изделия, изготовленные из таких материалов, как инструментальная и быстрорежущая сталь, твердые сплавы. Конструктивно этот инструмент состоит из следующих частей:
- передней, которая называется направляющим элементом;
- режущей, состоящей из зубьев определенной конфигурации;
- задней направляющей, которая не допускает перекоса при выходе инструмента;
- калибрующей, где конфигурация зубьев режущей части совпадает по чертежным размерам с готовой деталью;
- хвостовика, позволяющего надежно зафиксировать изделие в зажимном устройстве станка.
В конструкции может присутствовать конус переходной и шейка, которые вместе с хвостовиком являются присоединительными элементами. Они упрощают ввод протяжки в заготовку.
Этот инструмент у протяжек тяжелых и длинных может иметь опорную цапфу, служащую для поддержки при помощи люнета, чтобы не допустить прогиба инструмента в процессе выполнения операции протягивания.
Шлицевые отверстия и канавки образуются зубьями режущего инструмента, которые имеют необходимую конфигурацию режущих кромок. Она представляет собой дугу окружности, которая в процессе работы по отверстию снимает стружку сразу по всему сечению.
Изготавливаться этот востребованный вид протяжки может из цельного куска металла или быть составным.
Оборудование для протягивания
Для выполнения операции протягивания шлицевыми протяжками используются станки как общего назначения, так и узкоспециализированные. Они могут различаться по уровню автоматизации (с числовым программным устройством и без него), направлению движения рабочего инструмента (горизонтально- и вертикально-протяжные), количеству кареток (одно- и многокареточные), количеству позиций (одно- и многопозиционные).
Инструменты
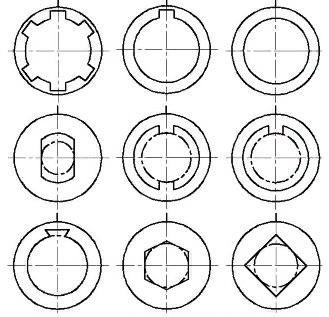
Шлицевая протяжка для изготовления шлицевых отверстий может иметь определенное количество резцов разной конфигурации. Этот факт позволил разделить инструмент на такие виды:
- с количеством шлицов 6, 8 и 10 (шести-, восьми- и десятишлицевые);
- острошлицевые;
- эвольвентные.


В таблице указаны документы, по которым изготавливаются шлицевые протяжки.
| Назначение | Вид | Номер ГОСТ |
|---|---|---|
| Для обработки отверстий шлицевых, гранных, цилиндрических | - | 28442-92 |
| Для обработки отверстий с прямобочным профилем | шестишлицевых | 25969-83; 25970-83 |
| восьмишлицевых | 24820-81; 24821-81; 25971-83; 25972-83 |
|
| десятишлицевых | 24822-81; 24823-81; 25973-83; 25974-83; 28046-89; 28047-89 |
|
| Для обработки отверстий с эвольвентным профилем, включая исполнение с навертным хвостовиком сечением в мм | 12÷14 | 25157-80 |
| 15÷90 | 25158-82; 25159-82 | |
| 45÷90 | 25160-82 | |
| 50÷120 | 28048-89; Р 50035-92 | |
| 55÷130 | 28050-89; Р 50037-92; Р 50038-92 | |
| 70÷90 | 25161-82 | |
| 70÷130 | 28051-89 | |
| 90÷120 | 28049-89; Р 50035-92 |
Этот инструмент работает на растяжение, поэтому подача при протягивании отсутствует. Движение вращательное или поступательное.
Различают шлицевые протяжки по длине, конструкции, форме зубьев. Это зависит от схемы резания. Они могут предназначаться для изготовления отверстий разной формы. Соответственно, для этих целей может понадобиться, например, круглая протяжка, протяжка квадратная или другой формы. Особенностью является наличие нескольких ступеней по длине с разными по величине подъемами на зуб. Это связано с величиной срезаемого слоя. Проектирование изделия – процесс трудоемкий, впрочем, как и выбор материала, да и процесс изготовления тоже не из легких. Требует определенного объема знаний и навыков. Поэтому протяжки шлицевые стоят довольно дорого. Этот факт определил выбор производства, где такой инструмент применяется: серийное, многосерийное, массовое.
Станки
Процесс протягивания осуществляется на станках разной модификации. Это уменьшает затраты на эксплуатацию и повышает качество изготавливаемой продукции. Кроме того, от оператора не требуется высокой квалификации. Этот факт позволяет использовать даже неквалифицированных работников.
Чаще всего в компаниях по производству деталей с помощью протяжек шлицевых работы выполняют на станках вертикально- и горизонтально-протяжных, непрерывной подачи заготовок и с числовым программным управлением. При этом выбор марки станка осуществляют с учетом величины тяговой силы и длины хода, указываемых в паспортных данных соответственно в кН и мм. Производительным считается станок с показателями, находящимися в пределах 100÷1000 кН и 1200÷2000 мм.
На видео показан процесс протягивания:
Просим поделиться опытом подбора протяжек шлицевого типа и работы с ними в комментариях к тексту.

 (4 оценок, среднее: 4,50 из 5)
(4 оценок, среднее: 4,50 из 5)




