Виды расточных резцов, их маркировки и ГОСТы

Отверстия присутствуют в любом механизме. Качество их очень важно в оборудовании, в деталях машин. Поэтому, чтобы получить высокоточные отверстия на производстве, существует целый технологический процесс. Основные характеристики – это диаметр и чистота. Чем точнее диаметр и чище поверхность металла внутри канала, тем лучше. Добиться высоких показателей этих характеристик можно, используя расточной резец. Расточный инструмент в основном устанавливают на специальное оборудование, которое относится к токарной группе. Необходимость использования операции расточки обусловлена невозможностью получить сразу после выполнения сверловки отверстия нужного качества. Применять резцы можно и после литья или штамповки деталей.
Чтобы работать расточными резцами, нужно иметь профильное образование токаря. Не следует при отсутствии опыта применять такой инструмент во избежание порчи заготовок, оборудования и риска получения травм.
Оглавление
Виды и назначение расточных резцов
Резцы расточные нужны, чтобы обрабатывать любые круглые отверстия как глухого типа, так и сквозные. Основные части – это рабочая область, или головка, на которой непосредственно закреплен режущий элемент, и державка – элемент, при помощи которого расточный инструмент крепится в станок. Отверстия бывают разными, и требуются разного рода обработки, поэтому сам инструмент тоже отличается друг от друга.
Выделено несколько подгрупп, куда можно включить тот или иной тип оснастки. В первую очередь резцы можно подавать в разных направлениях. Исходя из этого, созданы правые и левые режущие элементы. По конструктивным признакам бывают резцы:
- Расточные прямые. В них ось режущей головки и ось хвостовика (державки) будут совпадать.
- Расточные отогнутые. Отогнутый элемент не имеет совпадения в осях между рабочей зоной и державкой.
- Режущие элементы с державкой, имеющей изогнутую форму.
- Расточные оттянутые. У них головка по размерам уже, нежели державка инструмента.
Если деталь сложная по конструкции, то может понадобиться совершенно оригинальный инструмент для расточки. Такая оснастка, как правило, не входит в основную классификацию и изготавливается по индивидуальным чертежам.
Резцы расточные также могут различаться по форме хвостовика. Здесь можно выделить круглые державки либо с квадратным или прямоугольным поперечником. Когда для изготовления всех элементов был применен один металл, такой инструмент называется цельным. В случае использования вставных режущих кромок инструмент является составным.
Если внутри отверстия нужно выполнить канавки, применяют расточной канавочный резец.
Резцы для глухих отверстий
Согласно технической документации резец расточной для глухих отверстий изготавливается из инструментальных сталей с твердосплавными пластинами. Сплавы, которые применяются для изготовления пластин: Т5К10, Т15К6 и ВК8. Конструктивно резец такого инструмента имеет форму треугольной пластины и может относиться как к прямому, так и к отогнутому типу.
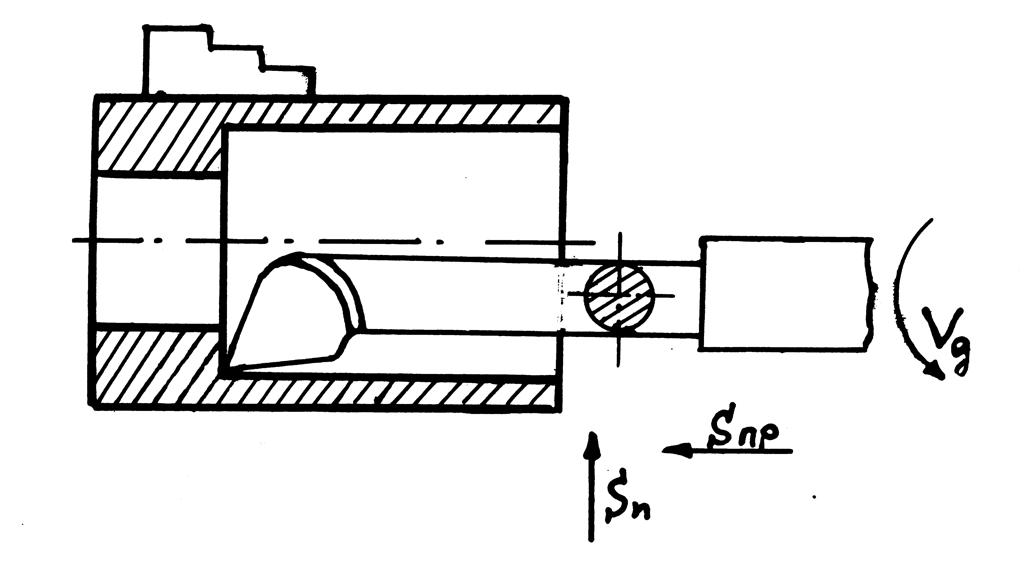
При обработке глухих отверстий важно правильно закрепить оснастку в держателе станка. Если, кроме расточки канала, необходимо выполнить еще подрезку торца, элемент выставляют четко соосно относительно центра отверстия. В этом случае после обработки в центре торцовой плоскости не останется бобышки. Для предотвращения порчи отверстия величина режущего элемента не должна превышать половины диаметра обрабатываемого канала.
Резцы для сквозных отверстий
Расточной резец, который призван обрабатывать отверстия, просверленные насквозь, имеет режущие кромки из напаек твердого сплава. В зависимости от величины угла переднего у расточной оснастки ею можно обрабатывать те или иные поверхности. Так, угол в 0 градусов позволяет резать вязкие металлы, стали и другой материал. Если угол составляет 10 градусов, под силу работа с хрупкими металлами и чугуном. Наиболее распространены режущие элементы с углом кромки в 60 градусов. Они бывают двух исполнений:
- С рабочей частью конической формы (позволяют работать с диаметрами 34–14 миллиметров).
- С рабочей частью прямоугольной формы, которая имеет скос и позволяет обрабатывать диаметры 110–40 миллиметров.
Работа расточным инструментом осуществляется в направлении вращающейся оси. Закрепление державки в станке осуществляется таким образом, чтобы элемент был смещен от центра обрабатываемого отверстия.
Геометрические параметры
Как упоминалось выше, расточной резец имеет тело, за которое он фиксируется в резцедержателе, и рабочую часть для резки.

Геометрия любого расточного инструмента имеет такие основные компоненты:
- Кромку режущую главную. В ее задачу входит основная работа по удалению слоя металла. По форме главная часть может быть фасонной либо прямой.
- Кромку режущую вспомогательную.
- Вершину схождения режущих кромок.
Кроме этого, режущий инструмент может быть тангенциальным или радиальным. В первом случае рабочая область располагается к обрабатываемой поверхности под углом касательно, во втором такое расположение имеет перпендикулярный характер относительно оси канала. Самые широко применяемые в технологических операциях машиностроения режущие элементы – это радиальные резцы для токарных станков. Их особенность в том, что они легко устанавливаются в резцедержатель и имеют удобную геометрию пластин для резки. Тангенциальную оснастку применяют в тех случаях, когда необходимо добиться чистоты поверхности высокого уровня.
Чтобы отличить левый резец от правого, который имеет иную геометрию, необходимо применить метод ладони. Если наложить ладонь на режущий элемент, то главная режущая кромка левого резца будет под большим пальцем левой руки, а правого, соответственно, правой.
Маркировки расточных резцов согласно ГОСТу
Маркировка расточных резцов отечественного производства должна соответствовать ГОСТу.
- Для обрабатывающих отверстия глухого типа ГОСТ 18883-73.
- Для обрабатывающих отверстия сквозного типа ГОСТ 18062-72.
Согласно этой технической документации маркировка состоит из кода, где присутствует цифровое и буквенное обозначение. На примере обозначения резца 2145-0013 1 ВК6М принцип кодировки следующий:
- первые четыре цифры определяют тип (в данном случае это резец для сквозных отверстий);
- две последние цифры второго четырехзначного числа скрывают геометрические параметры инструмента;
- единичная цифра указывает на геометрическое исполнение;
- следующий блок из буквенно-цифрового кода указывает на тип стали, из которой он изготовлен.
Точная расшифровка кодировки доступна лишь посредством специальных таблиц, где указаны все параметры инструмента, соответствующие коду.
Советы по выбору расточного резца
Чтобы правильно подобрать расточной резец для обработки конкретного отверстия, необходимо учесть следующие моменты:
- из какого материала должна быть изготовлена рабочая часть: здесь нужно знать, какой металл будет подвергнут обработке и какие режимы обработки;
- геометрию резца – его рабочей части: этот параметр исходит из задач обработки;
- показатель виброустойчивости и прочности тела инструмента и кромки, которая режет: основополагающее здесь – режим обработки, наличие или отсутствие охладителя;
- размер резца и его форма диктуется размером отверстия и задачами обработки;
- конструкцию и способ фиксации режущей пластины, если она съемная;
- тип отделения стружки от поверхности при обработке;
- форму и тип резцедержателя в станке.

Выбор режима резания при растачивании
На выбор параметров режима обработки в первую очередь влияет угол заточки, который имеет резец, материал (тип, марка металла), с каким будут проводиться работы, размер канала в поперечнике и некоторые иные факторы. Основные параметры режима обработки:
- глубина, на которую будет проводиться рез (t);
- скорость подачи инструмента в канал (s);
- скорость съема толщины металла (v).
Так, при обработке получистового характера рекомендуется углубляться в пределах 3.0–0.5 мм, при чистовой обработке – 1.0–0.1 мм. При глубоких каналах и большом съеме металла следует увеличивать подачу инструмента, чтобы снизить вибрацию.
Уважаемые посетители сайта, поддержите в комментариях обсуждение темы! Если вы специалисты в этом вопросе, очень важно знать все нюансы использования расточных резцов.







