Инструменты для правки абразивных кругов

Алмазный карандаш, применяемый для правки абразивных кругов разной плотности, представляет собой инструмент правящего типа с высокой степенью износостойкости, с помощью которого методом обтачивания восстанавливают их первоначальную конфигурацию и режущие свойства. Представляет собой изделие определенной формы длиной 40÷80 мм, диаметром 80÷100 мм со вставкой, в которой с помощью специального состава связки крепятся алмазы определенных размеров. Корпус инструмента изготавливается из стали А20. Он может быть цилиндрической, конической или ступенчатой формы. Рабочая поверхность инструмента – алмазы природного или синтетического происхождения, которые располагаются определенным образом во вставке из стали или меди, различаются по весу, габаритам и количеству. Правка алмазных кругов является разновидностью механической обработки. Операция заключается в разрушении рабочей поверхностью алмазного карандаша абразивного материала. Их применяют для правки черновой и финишной поверхностей абразивных кругов, включая тарельчатые, дисковые, однониточные резьбошлифовальные виды.
Оглавление
Материалы для правки абразивных кругов
Изнашивание абразивных кругов происходит по разным причинам. Среди них скалывание зерен, разрушение формы зерна, истирание и засаливание. Правка таких дефектов может осуществляться не только металло-алмазными карандашами, но и такими способами:
- шарошками;
- роликами твердосплавного или алмазного типа;
- накатниками стальными;
- алмазами, расположенными в специальной оправе;
- кругами алмазными.


Применение любого из этих способов восстановит режущую способность круга, геометрическую форму рабочей поверхности. При выполнении правки с помощью соответствующего инструмента снимают с рабочей поверхности слой пришедшего в негодность абразива.
К режимам правки относят:
- скорость вращения, указываемую в м/мин;
- подачи продольная и поперечная;
- число проходов.
От поставленной задачи зависит подбор материала, с помощью которого будет выполняться обработка. Изделия имеют рабочую часть в виде зерен алмазного порошка натурального и синтетического происхождения, вкрапленных в металл. Различается она не только по происхождению алмазных зерен, но и по их расположению и величине. Правильные карандаши должны соответствовать ГОСТ 607-80 и техническим условиям производителя. Различают изделия, где алмазы расположены в виде цепочки, послойно, неориентированно и на поверхности в виде сферы. Правка может выполняться с применением алмазов и сырья разного качества, состава и происхождения, а также из композита АКТМ.
Инструмент с цепочным расположением алмазов. Инструменты, где алмазы массой от 0,03 до 0,5 каратов каждый расположены ориентированно вдоль оси корпуса, используют при бесцентровом шлифовании и обработке поверхностей круглой конфигурации, включая внутренние отверстия. По классификации они относятся к типу 01 (Ц).
С алмазами, расположенными слоями. Выпускаются такие инструменты 2 типов, различающихся количеством зерен размером от 0,1 до 0,2 карат в каждом слое. В первом случае их количество не превышает 5 алмазов, во втором их количество достигает 10. Применяются эти правильные инструменты, относящиеся к мелкозернистым с повышенной износостойкостью, для финишной правки кругов. Относятся к типу 02 (С).
С алмазами на поверхности в виде сферы. Выпускаются изделия с алмазами, расположенными на такой поверхности, с количеством зерен размером от 0,05 до 0,2 карат. Относятся к типу 03.
Неориентированное или хаотичное расположение. Различаются величиной абразива и его качественными свойствами Относятся к типу 04 (Н). Используются для выравнивания поверхностей кругов, имеющих мелкозернистую структуру.
Маркировка
В основу маркировки положен принцип разделения изделий по виду корпуса (диаметр, длина), расположению алмазов, весу и зернистости. Они указаны в таблице.
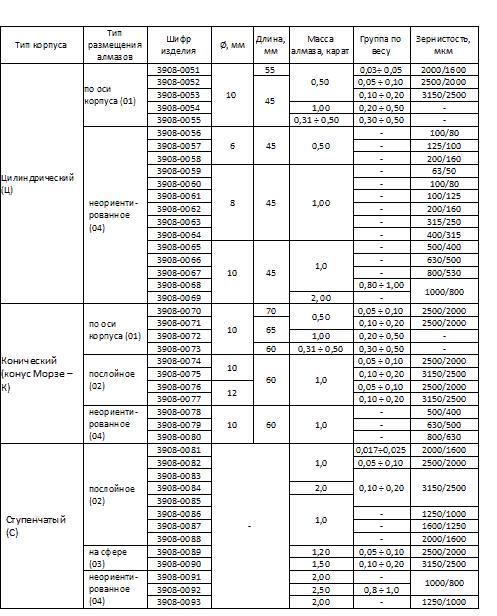
В технической документации и при заказе указывают шифр изделия и ГОСТ. Например, при заказе изделия конической формы типа 02 Ø12 мм длиной 60 мм из порошка алмазного, имеющего зернистость 3150/2500, это будет выглядеть следующим образом: карандаш 3908-0077 ГОСТ 607-80.
На корпус самого изделия наносят:
- товарный знак или наименование предприятия;
- краткое обозначение шифра, которое исключает первые 6 цифр, при этом добавляется буква С, если алмазы синтетического происхождения;
- номер изделия.
Правка с помощью шарошек
Шарошка для выполнения операции правки абразивных кругов – это изделие, состоящее из металлических пластин, расположенных на одной оси. Они выполнены в виде зубчатых колес. При прокатывании шарошка для абразивных кругов снимает довольно большой слой с круга. Это определило область ее применения – выполнение черновой правки шлифовальных кругов.
Испытания шлифовальных кругов
Испытание выполняет предприятие, которое изготовило изделие, до сдачи его на склад готовой продукции. Работы осуществляют на испытательном стенде с определенной скоростью по специальной программе. Однако и в заводских, и в домашних условиях рекомендуется, прежде чем установить его на шлифовальный или заточной станок, визуально проверить на отсутствие видимых дефектов. Далее необходимо подвесить круг на стержень и выполнить простукивание по торцу деревянным молотком массой не более 200 граммов. Звук должен исходить от изделия без дребезжания, в противном случае оно бракуется.
На видео полезная информация о правке алмазными карандашами:
Просим тех, кто правил абразивные круги, применяя металло-алмазные карандаши, поделиться опытом в комментариях к тексту.






